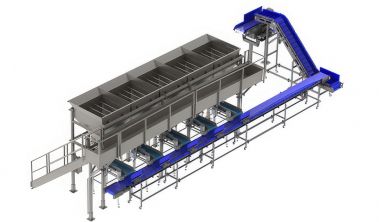







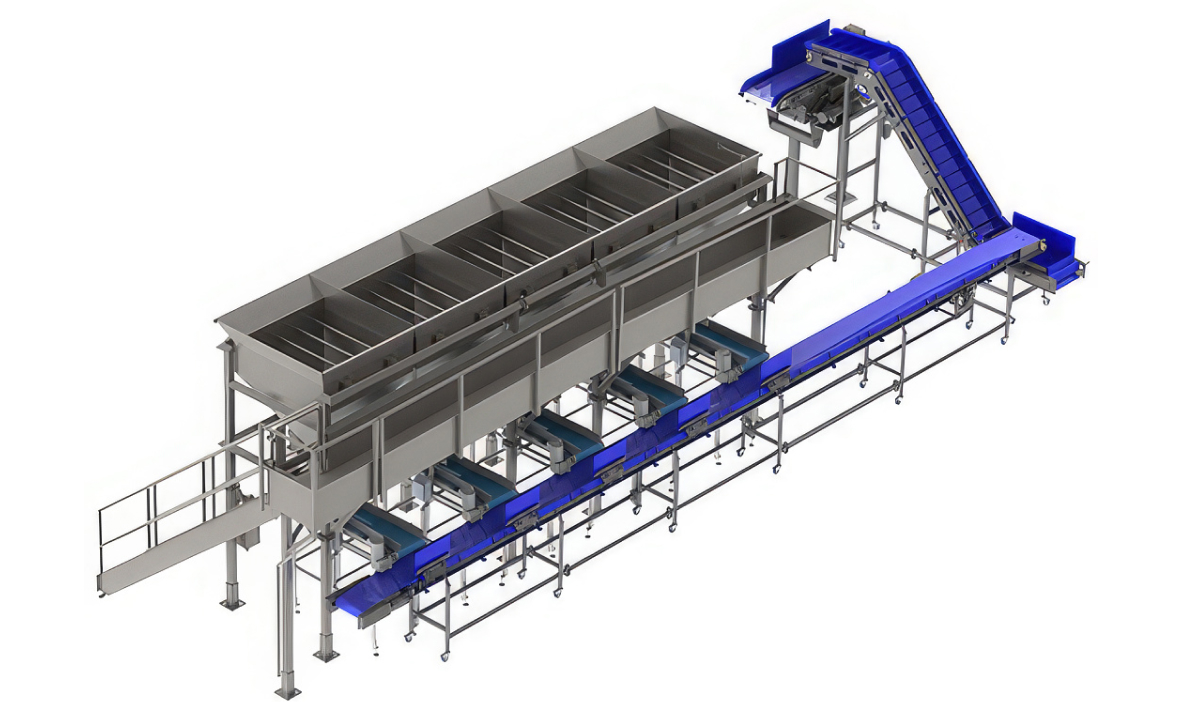
Distribution Conveyor System
Feed multiple product streams through a system of vibratory feeders and conveying.
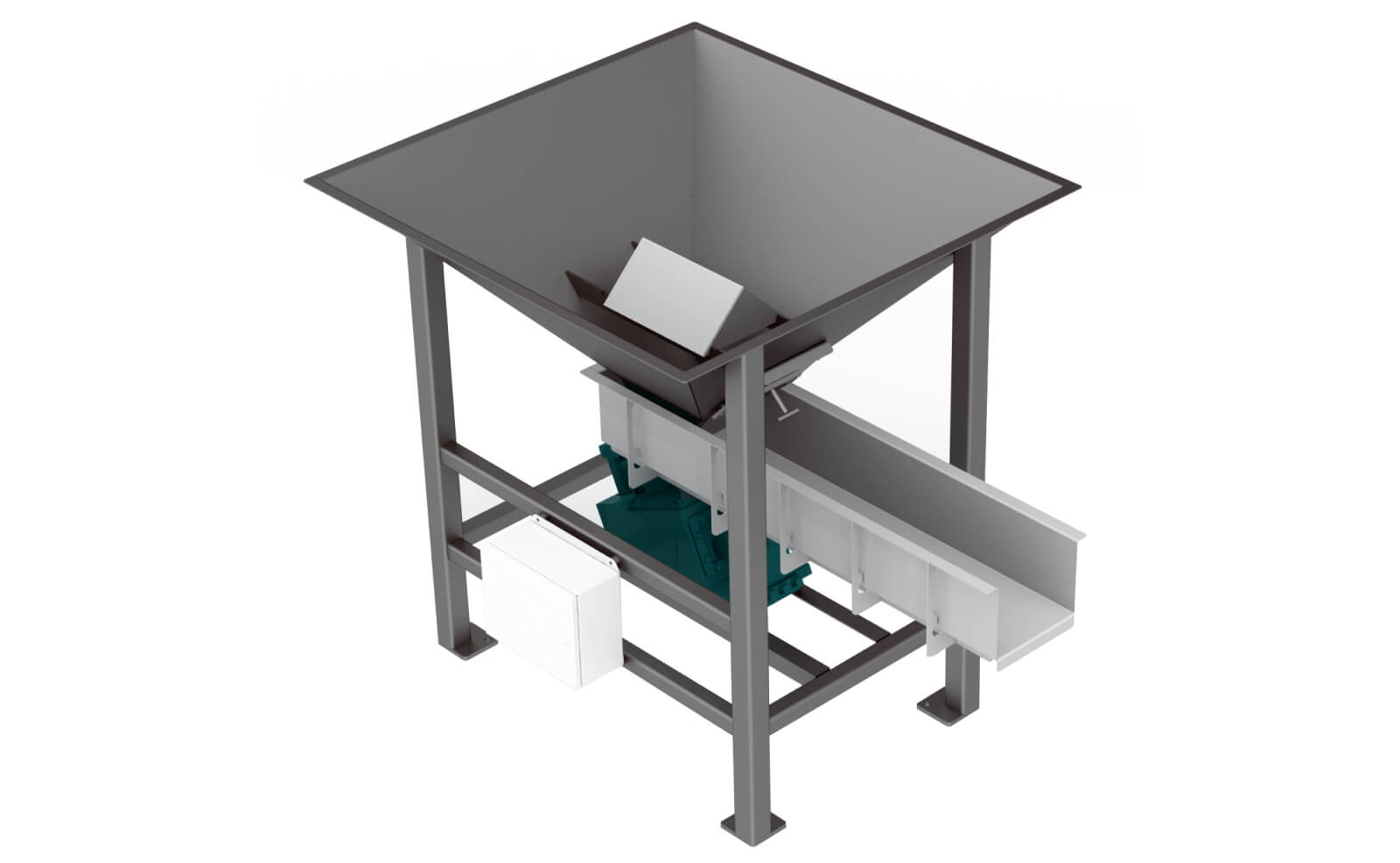
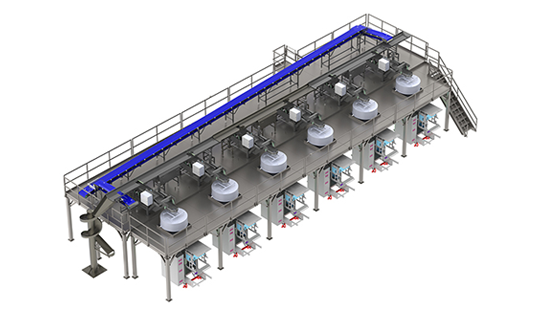
Full, modular system to receive and feed bulk products together. Includes: dumper, hopper, feeder, collection conveyor.
Type:
System, Bulk Handling, Vibratory
Key Feature:
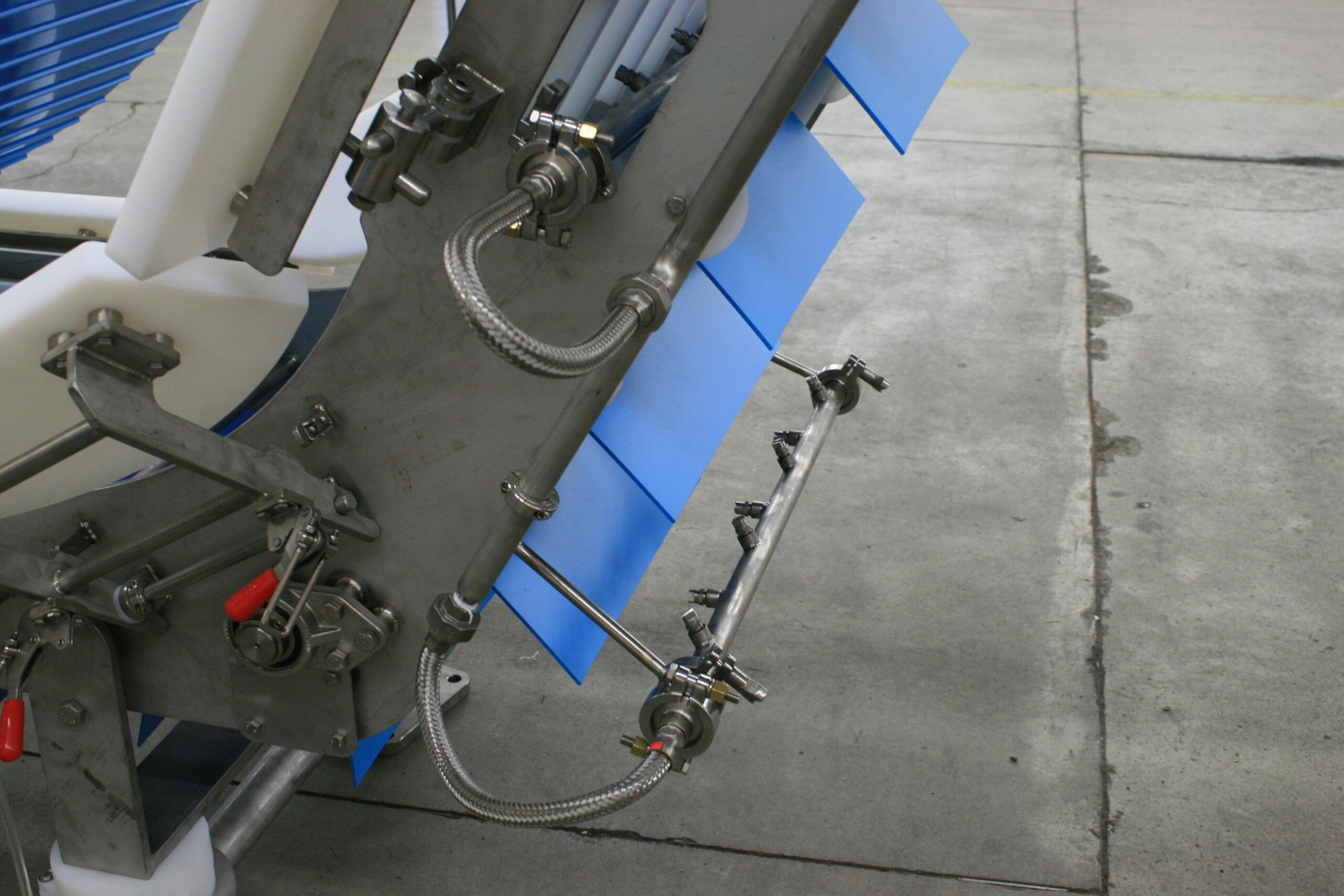
Flow control through load cells and a closed-loop PID for dry snacks.
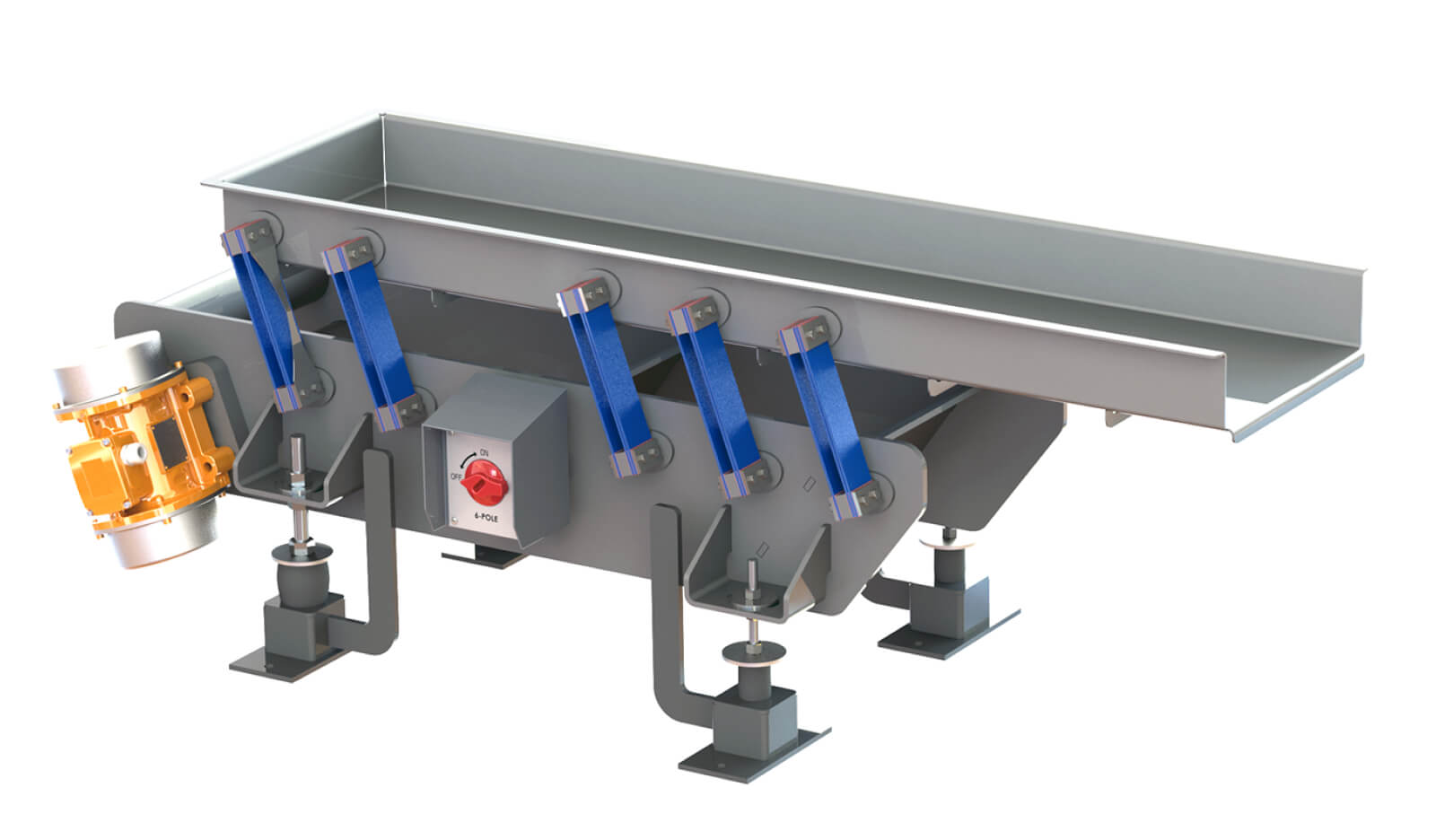
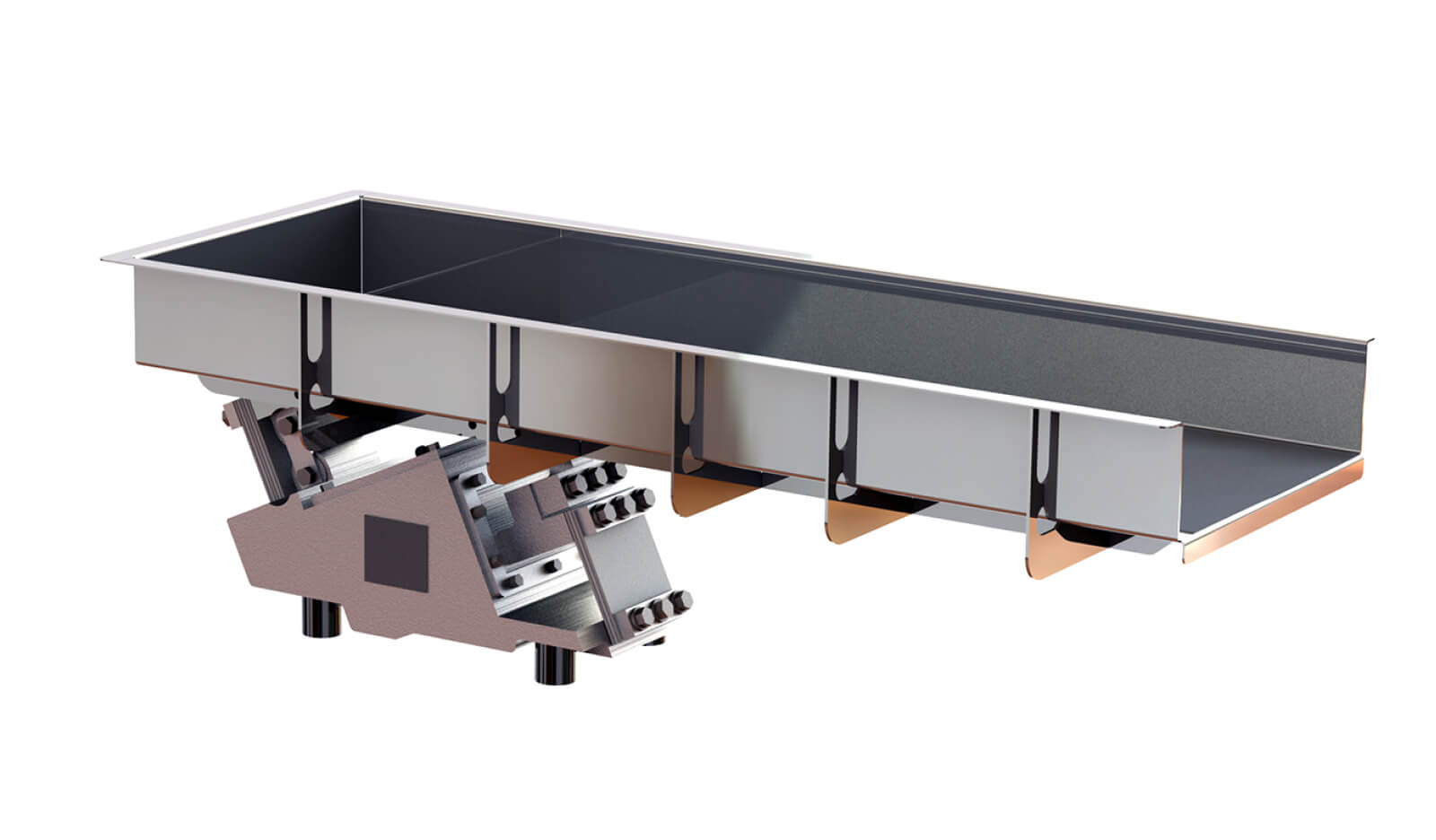
Efficient vibratory feeder available in a variety of sizes, mounting and integration options. Standalone or within Mix-Blend System.
Type:
Vibratory Feeder
Key Feature:
Simple solid state controls give uniform flow and fast start/stop.
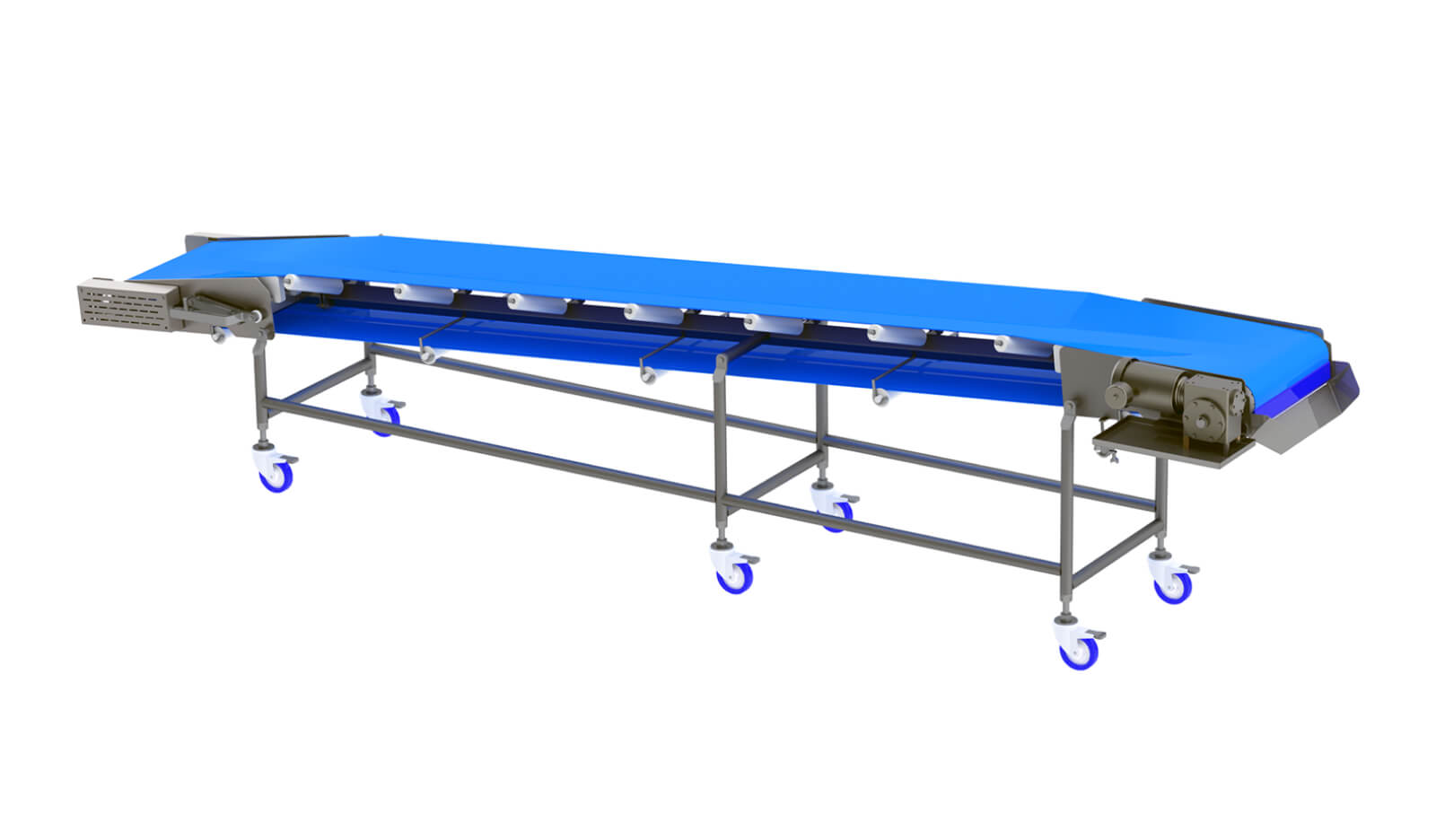
Elevate product directly to the Mix-Blend System on a fully customizable incline belt conveyor.
Type:
Belt, Incline Conveyor
Key Feature:
Positive drive system and self-tracking belt keep production running.
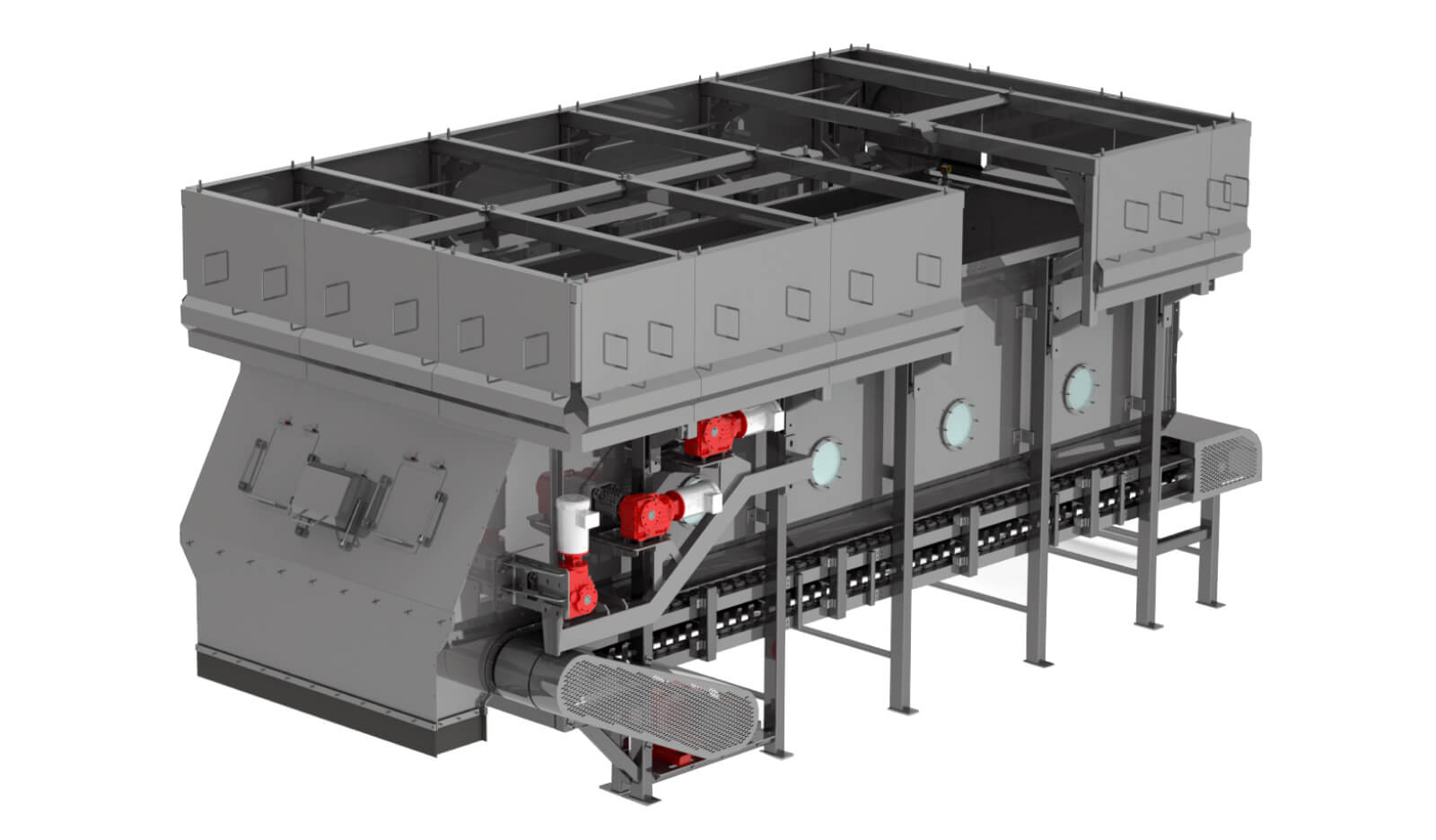
Horizontal motion is ideal for mixing and blending processes. It offers the gentlest product handling-eliminating breakage and seasoning or fine loss and maintaining blend integrity.
Learn more about PFI’s PURmotion horizontal motion conveyor.
Trust PFI to design and manufacture the complementary structures you need around your processes. From stairs to platforms, we put the same craftmanship into integrating and supporting your entire line.
Feed multiple product streams through a system of vibratory feeders and conveying.
Feed, screen, and lane product accurately with this versatile vibratory feeder. Use on its own or with a Hopper Feeder or Mix-Blend System.
The Mix-Blend System, its components and complementary conveyors give you consistently accurate mixed recipes by feeding multiple products together.