



SANITARY DESIGN
![Sanitary conveyor belt on a PFI conveyor.]()
All PFI solutions are designed to meet and exceed sanitary regulations and customer expectations.

INTEGRATION-READY
![Sanitary conveyor belt on a PFI conveyor.]()
All equipment is designed to optimize your application and integrate seamlessly into your food processing line.

DEPENDABLE
![Pet food on a PFI Bucket Elevator.]()
From installation to operation, every PFI solution is built to deliver long-term viability.

COLLABORATIVE APPROACH
![PFI employees building a belt conveyor]()
We collaborate with your teams, engineering firms, other OEMs, and our sister companies Grote Company and Vanmark to ensure operational excellence.






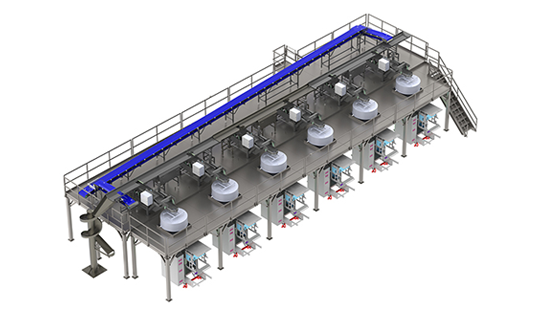
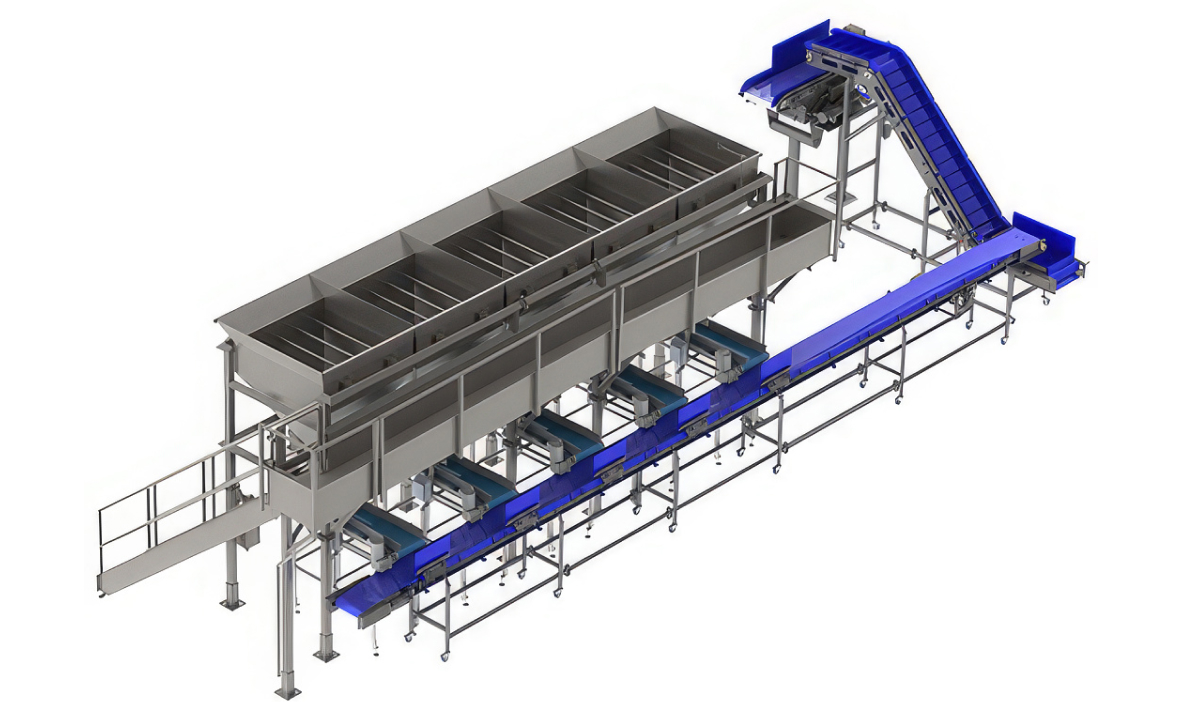
Distribution Conveyor System
Feed multiple product streams through a system of vibratory feeders and conveying.
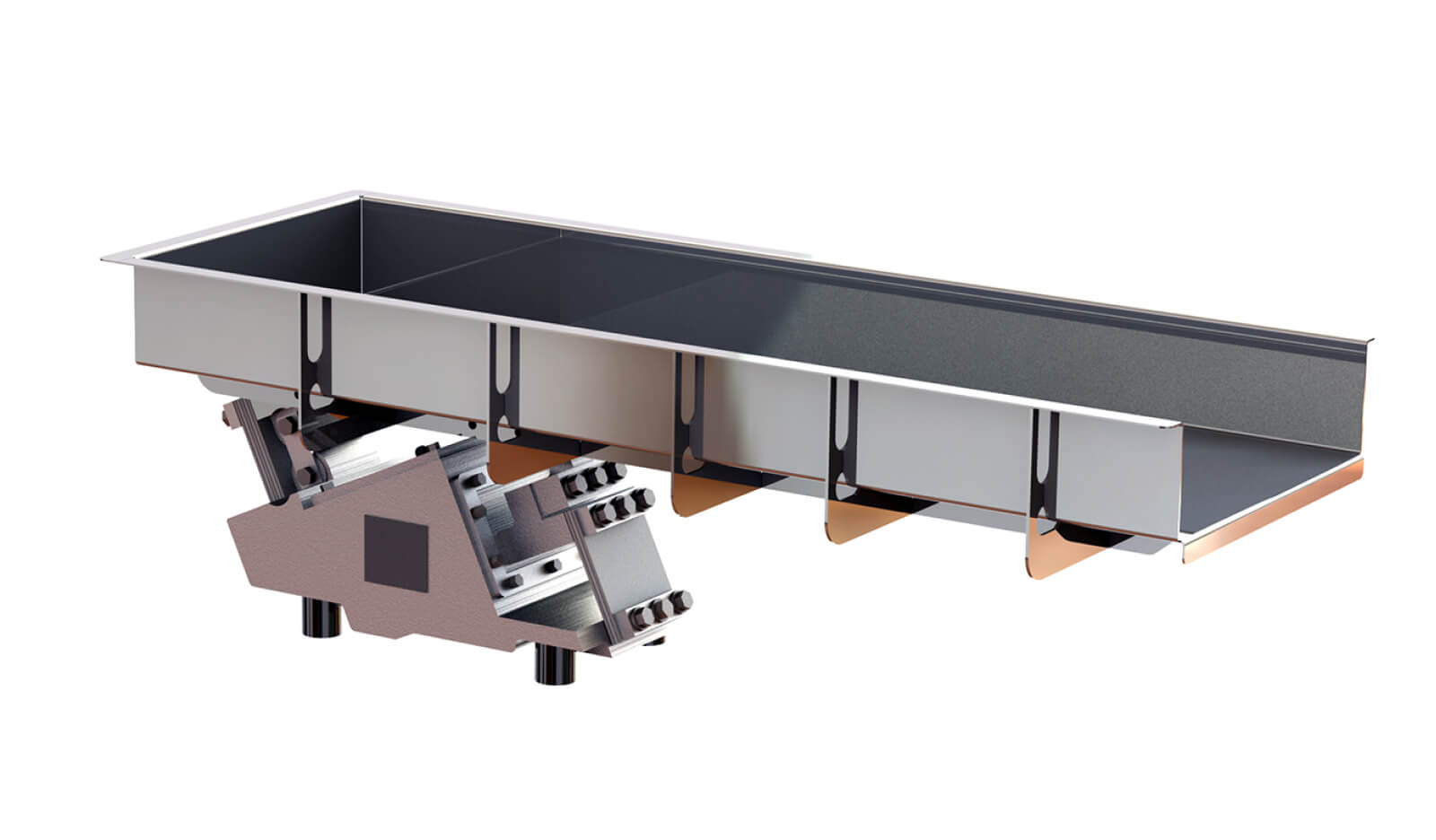
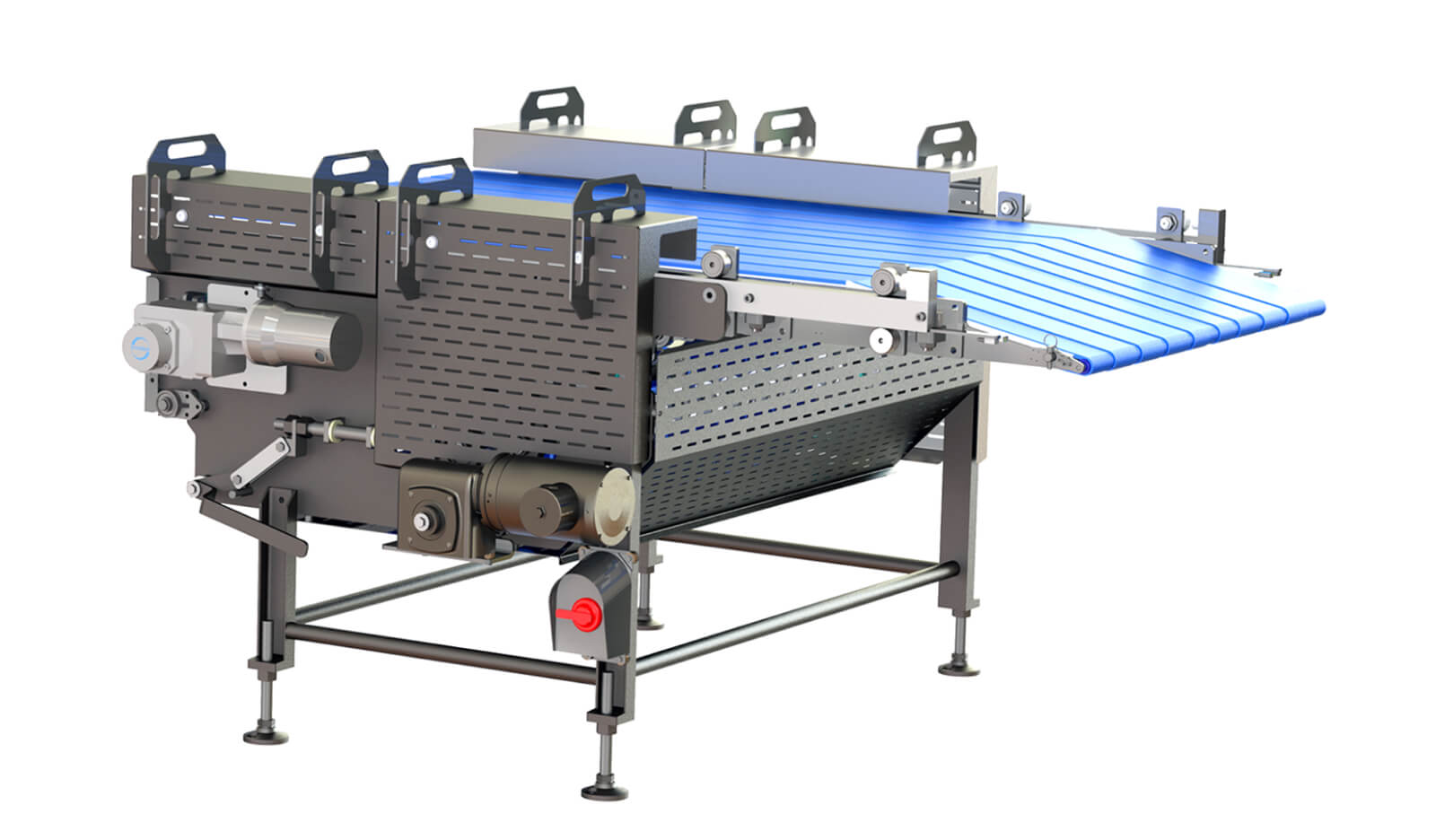
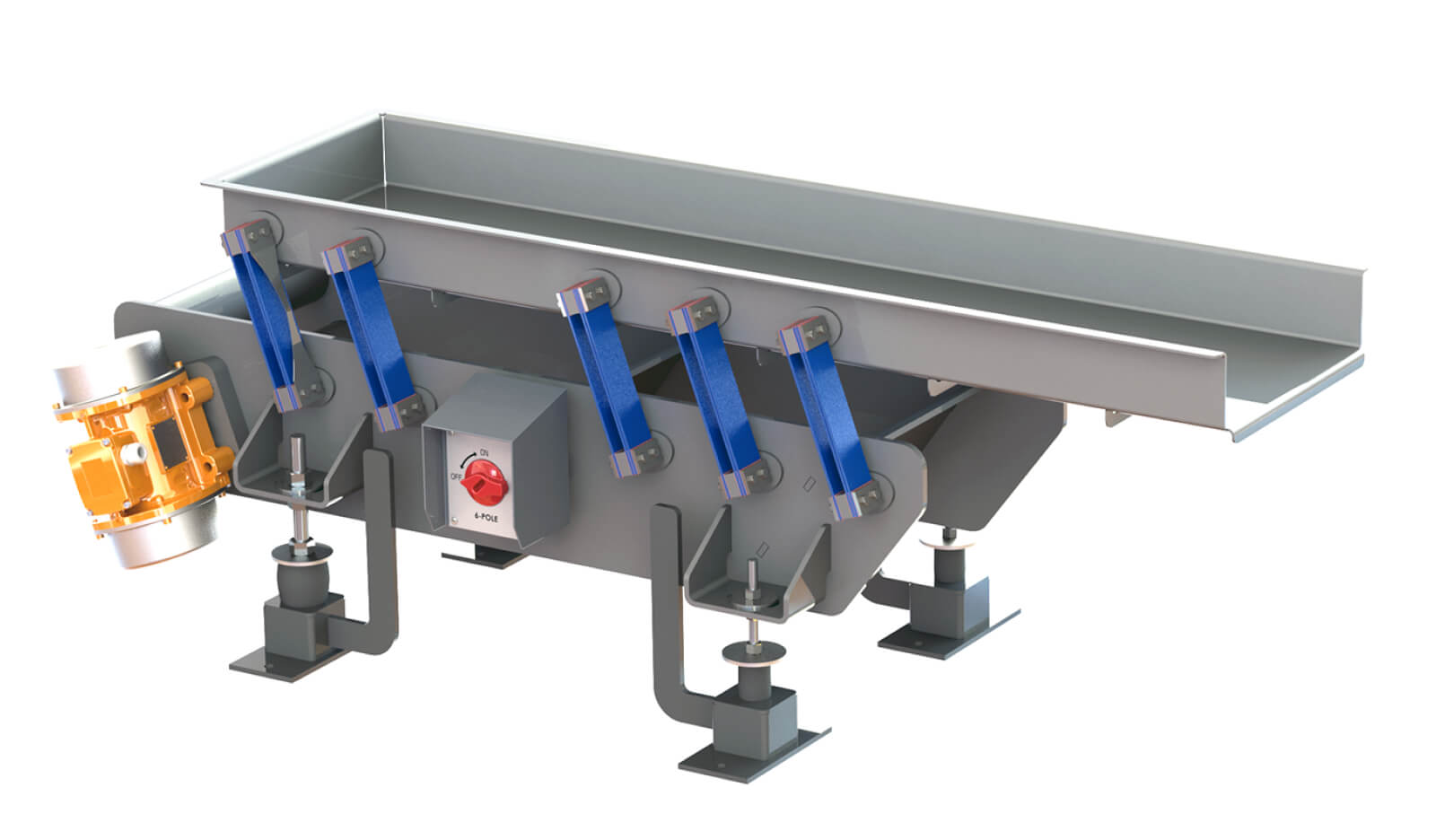
EDF Feeder
Feed, screen, and lane product accurately with this versatile vibratory feeder. Use on its own or with a Hopper Feeder or Mix-Blend System.



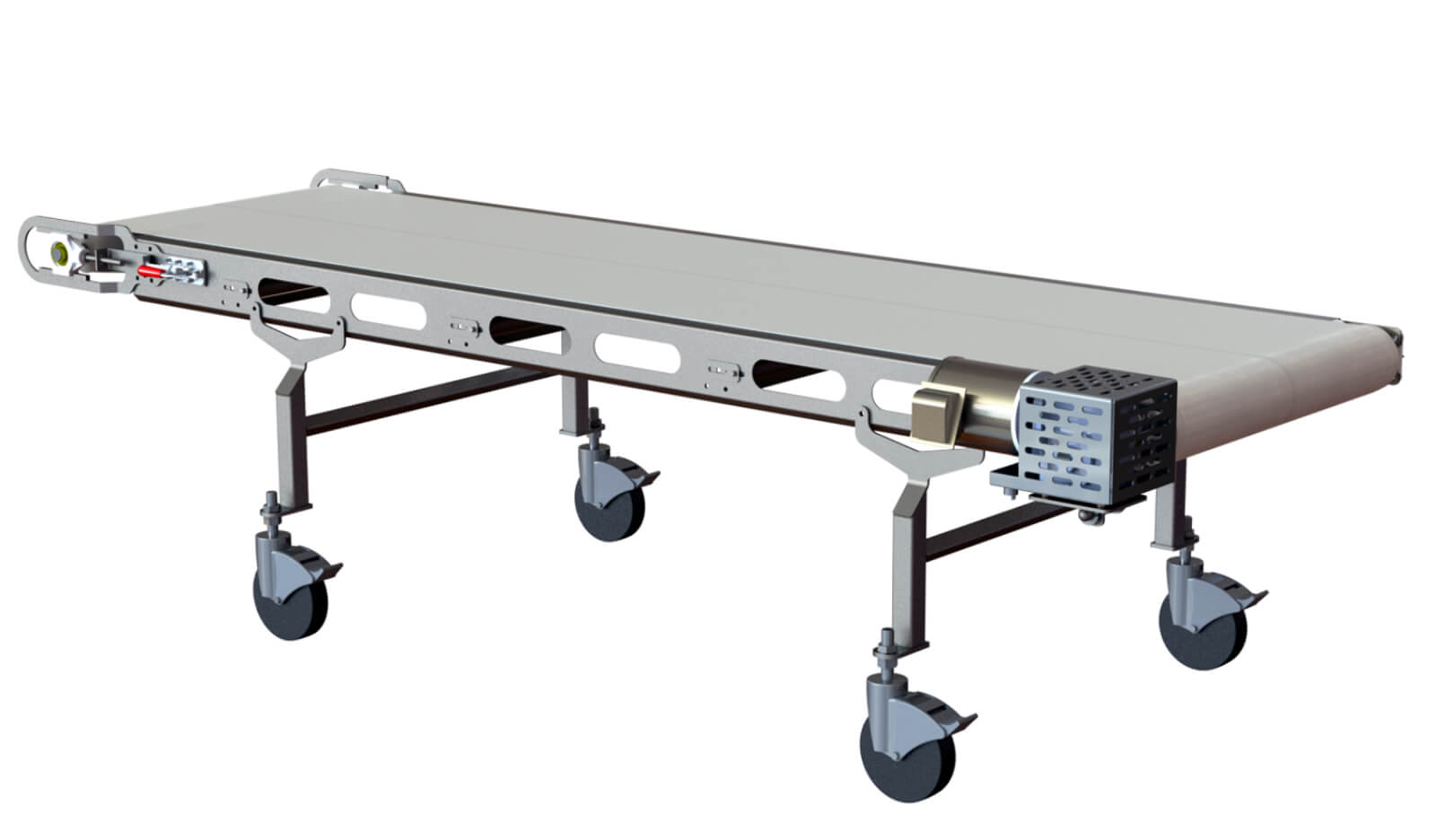
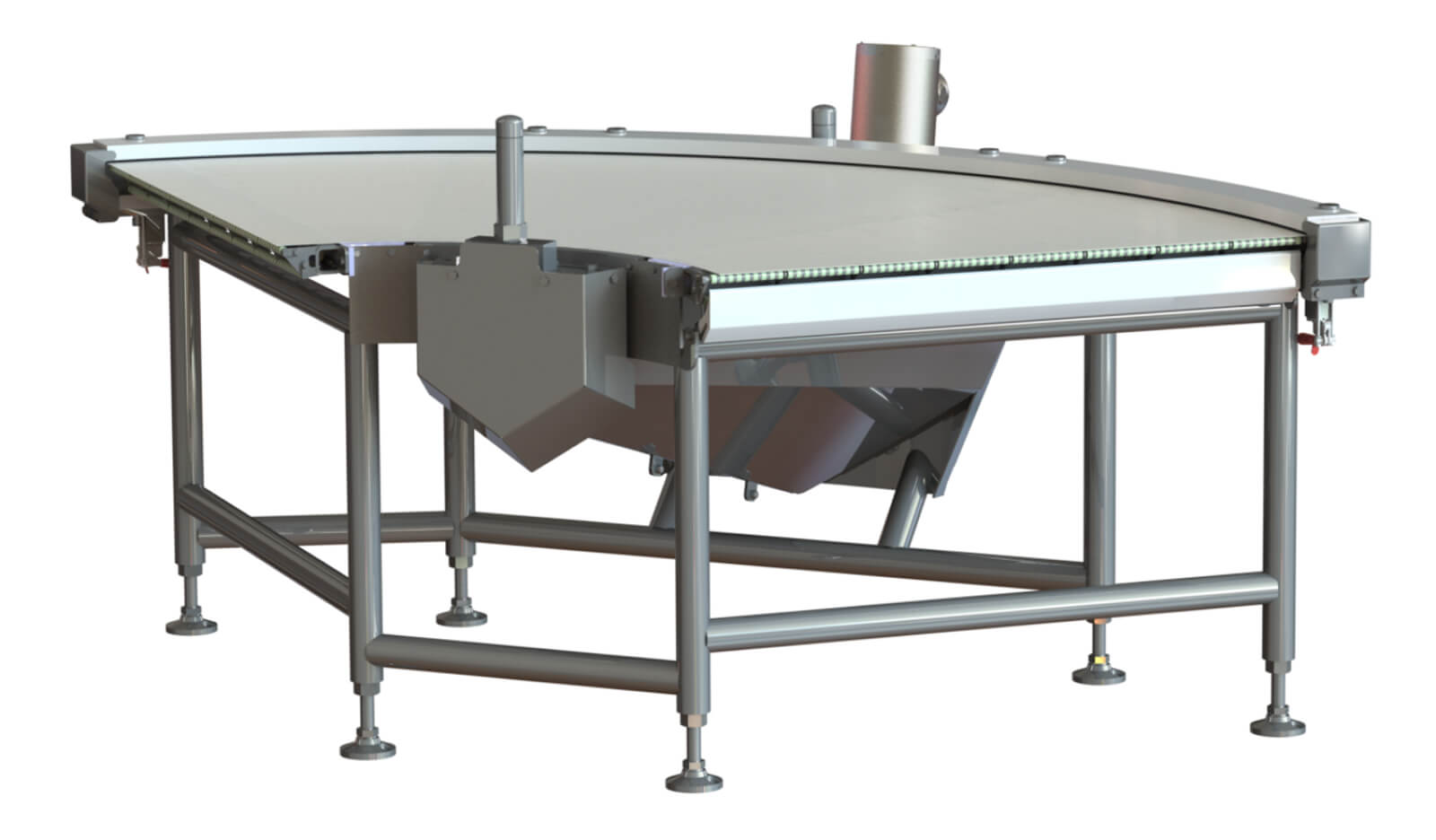
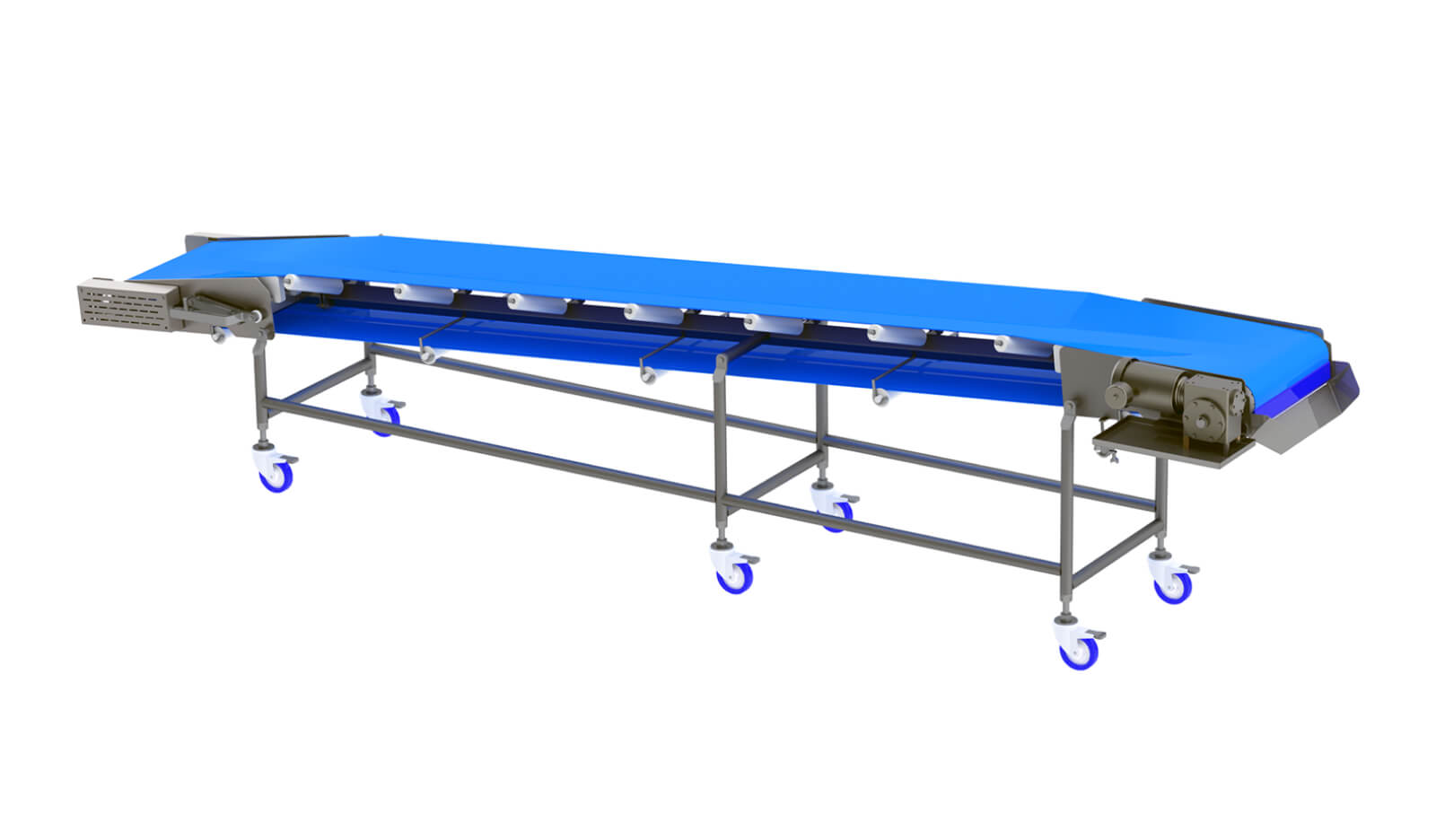
Horizontal Belt Conveyor
Connect your processing line with flat-bed conveyors built for your exact layout with a range of belt options.

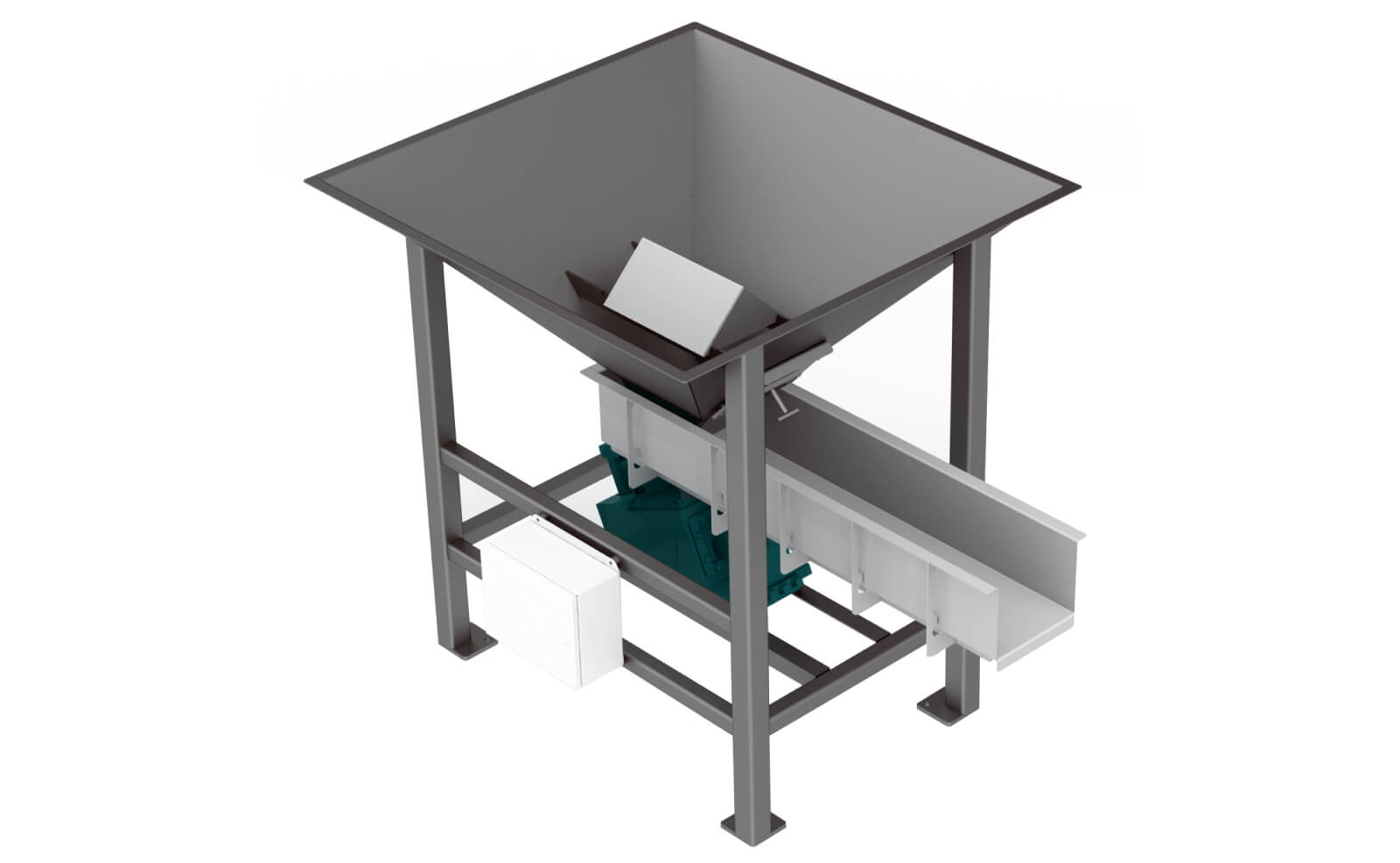
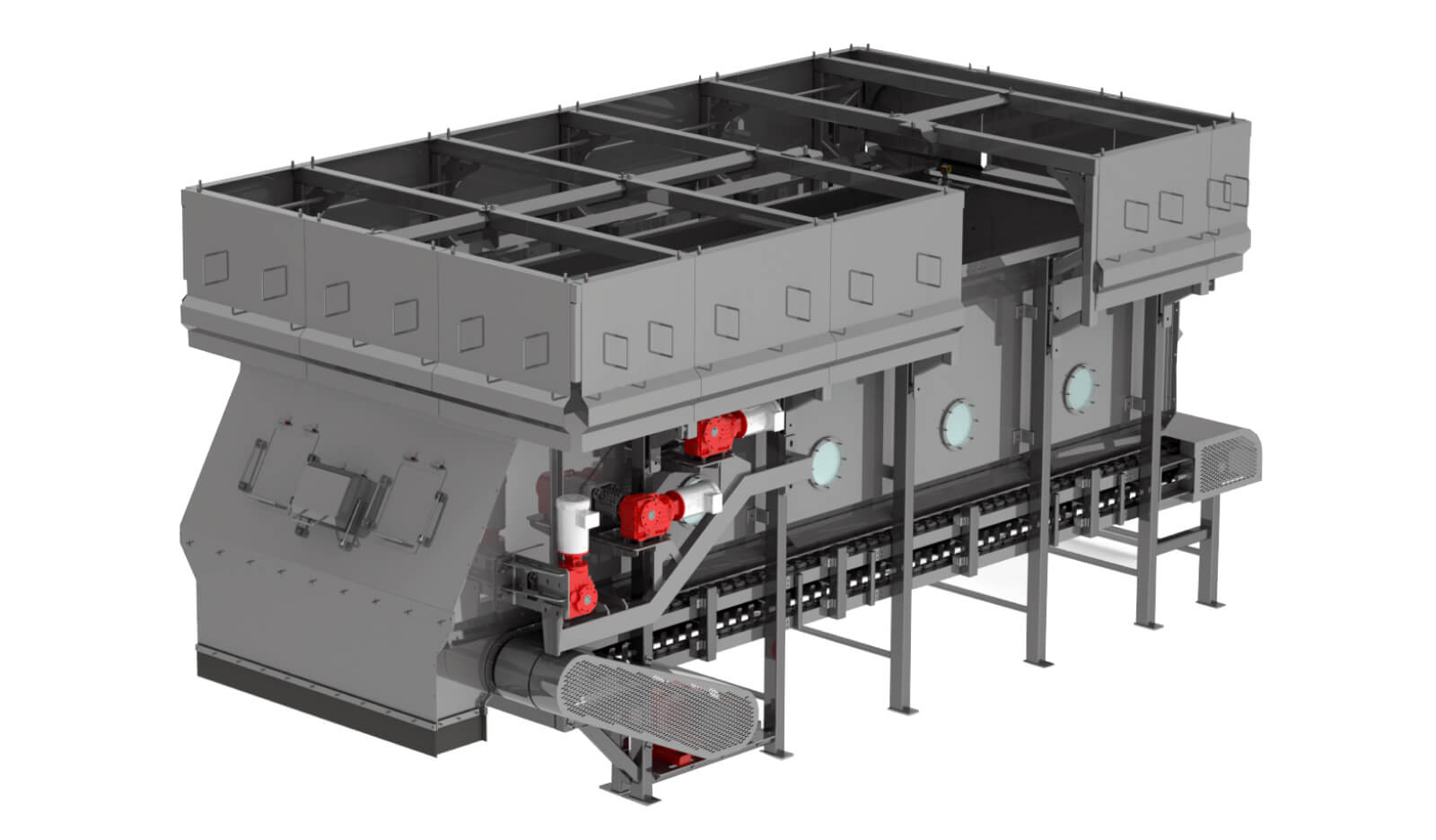
Mix-Blend System
The Mix-Blend System, its components and complementary conveyors give you consistently accurate mixed recipes by feeding multiple products together.



Screw Conveyor
Incline raw and dry bulk food products without spillage or loss. Integrate with dumpers and more throughout your mixing, grinding, and other processes.


Design, Testing + Installation
Each project is custom configured to a layout and application by engineers with years of experience. Run a full FAT of PFI and other equipment in our Algona, Iowa facility for peace of mind, then trust our skilled technicians to install it accurately and efficiently.
TALK TO US
Ready to get started on your configuration? Contact us to customize our food-grade conveying equipment to your application, layout, and processes.





