Blog
Sanitary Design of Equipment Matters in Terms of Safety — and the Bottom Line
In the food processing industry, maintaining sanitary conditions is at the top of the priority list. Sanitary equipment design makes a difference in keeping a processing facility clean and running smoothly.
Sanitary design is defined as “the application of design techniques which allow the timely and effective cleaning of the asset,” according to the Grocery Manufacturers Association’s equipment design guidelines.
But, when it comes to sanitary design, what are the risks involved in maintaining food safety? And what are the most important features to look for when choosing equipment?
Food Recalls Are Costly In Terms of Both Financial and Brand Health
Sanitization of food processing equipment has taken on a much greater role in the industry as cases of food-borne illnesses have been in the news repeatedly in recent years.
48 million Americans are stricken ill each year due to food-borne illness. Bacteria such as listeria, E. coli and other forms find their way into food that is consumed, causing illnesses that can be serious.
“30 years ago, if you had a little problem, you were not going to get discovered,” said David Acheson, former U.S. FDA commissioner. “Now, the chances of getting caught are significant, and it can be the end of your company.”
Cases can now be traced back to the exact plant in which the source of the illness originated, down to the batch.
Beyond the seriousness of causing consumers to become ill, the brand’s health can also be at stake. The average cost of a recall for a food company is $10 million. The damage done to the brand longer term can mean an even higher cost. And – sometimes, an entire industry suffers if even one producer has a recall due to food safety issues. For example, the lettuce industry was hurt as a whole, as consumers were less likely to buy ANY lettuce after repeated recalls by individual brands.
While some brands can overcome the damage done due to food-borne illness incidents, others are not as fortunate. One peanut butter company went out of business entirely. Addressing, preventing and prioritizing food safety is vital to the health of the brand – and the entire industry.
It’s much easier – and less costly – to prevent an outbreak than to try to mitigate a situation once an incident has taken place. Taking every possible precaution creates less risk of an outbreak occurring.
Sanitary Design Means Equipment Is Easier to Clean and Maintain
Food safety also impacts product quality and the shelf life of a product. Bacteria doubles as it grows – and it can grow rapidly – negatively affecting the shelf life. A longer shelf life means less product waste, as well.
In addition, the use of equipment designed with sanitation in mind results in higher productivity and less cleaning time. Machines designed with toolless parts and open access are easier and faster to clean, require less labor, can be cleaned more thoroughly, and necessitate fewer supplies and water, saving additional dollars for a producer.
When maintenance is needed, these machines are easy to access or disassemble without the need to bring tools into the sanitary production area. Tools can introduce contamination into the environment. They can also damage the equipment – say, for example, a tool causes a nick in a machine – which can create an additional place for bacteria to come into play. Designing equipment with angles so that liquid runs off and details such as rounding the edges and reducing corners can also make it easier to clean and maintain.
After machines are cleaned, they’re sanitized and then validated to begin production. Equipment designed with sanitation in mind is easier to validate.
How PFI Focuses on Sanitary Design of Food Processing Equipment
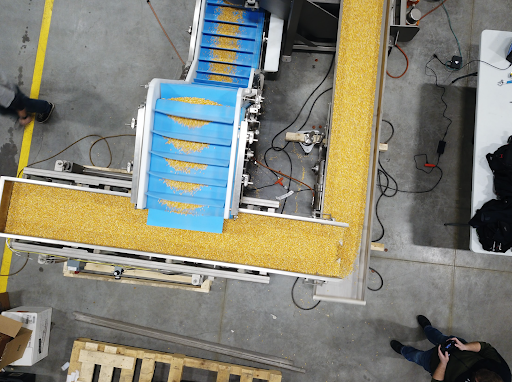
PFI offers a wide array of conveying solutions with time-tested and proven technology with belt, vibratory, horizontal motion and bucket conveyors. Platforms, product dumpers, and other supporting equipment round out the range of products, allowing integration of conveying systems. PFI engineers and designs equipment using established guidelines to support a variety of food processing industry regulations including BEMA (Bakery Equipment Manufacturers Association), USDA, and the most recent FSMA (Food Safety Modernization Act).
For Food Safety Officers, Clean, Sanitary Equipment Is a Mission-Critical Consideration
Sanitary design affects every part of the food processor’s business. Embracing sanitary equipment design is essential to the company, the consumer, and the industry at large.
By doing all they can to ensure consumers’ safety, food processing facilities that prioritize the sanitary design of equipment are establishing trust.
PFI is part of Grote Company, which has a long-established history of helping customers prioritize food safety. PFI brings 75+ years of deep experience and time-tested food conveying technology to every project and takes a consultative approach to solve any challenge, big or small. Get in touch today to see how we might help you.
Related Resources