




When the Line Moves: Managing Scope Creep in Food Processing Line Integration
In food processing, a production line is never just one system. It’s slicers, ovens, conveyors, packaging, and robotics all working together. And most of the time, they come from different suppliers.
That’s where integrating a food processing line gets challenging. When one part of the line changes, everything else has to adjust, and if those adjustments aren’t aligned early, small issues can turn into delays, redesigns, and missed startup dates.
In a recent webinar hosted by Food Processing Suppliers Association, Tom Vipond, PFI General Manager, discussed a reality many food processing equipment manufacturers and suppliers experience: most project problems don’t start during installation—they start much earlier.
SMALL GAPS TURN INTO BIG PROBLEMS
At the start of a project, everything looks aligned. Layouts are reviewed. Specs are approved. Teams are confident. However, different OEMs may still be working from slightly different assumptions.
- One team thinks the design is final
- Another thinks changes are still coming
- A third has already started building
These gaps don’t show up right away. They surface later—during engineering, fabrication, or startup—when fixes are harder and more expensive.
WHERE SCOPE CREEP REALLY BEGINS
Scope creep rarely comes from one big change. It builds over time.
As shared in the webinar, many issues begin during the internal handoff when early decisions aren’t fully aligned across teams.
“That internal kickoff… is crucial for us,” Tom Vipond explained. “Making sure what sales and applications worked through with the customer gets transitioned to our team in-house.”
When alignment isn’t fully locked in, small gaps such as shifting requirements or assumptions between suppliers can carry into engineering and grow into bigger issues later.
THE ROOT PROBLEM: NO SINGLE OWNER
One of the biggest risks in multi-OEM projects is simple:
No one owns the full line. When that happens, customers are left managing multiple suppliers and decisions are made without full visibility.
PFI addresses this by serving as a single point of contact. This keeps communication clear and decisions aligned. As shared in the webinar: “If you get too many cooks in the kitchen, it just makes a mess.”
DESIGN CHANGES DON’T STAY ISOLATED
In food processing line integration, nothing works alone. A small change in one system affects everything connected to it.
For example:
- A slicer height changes → conveyors must be redesigned → packaging no longer lines up
- Throughput increases → more accumulation is needed → floor space becomes an issue
- Product flow changes → conveyor speeds and transfers must adjust
This is especially true with sanitary conveyor systems, where design changes must also maintain cleanability, safety, and proper access.
These “small” changes don’t just impact design—they impact progress. A single adjustment can trigger new questions, revisions, and approvals across multiple suppliers. What should be steady progress turns into back-and-forth.
Timelines tighten. Teams revisit decisions. And by the time issues are fully visible, they’re harder and more expensive to fix.
WHAT ACTUALLY KEEPS PROJECTS ON TRACK
Avoiding these issues isn’t about more communication. It’s about better structure.
Here’s what works:
- Assign One Point of Contact
Customers shouldn’t have to coordinate between multiple suppliers. A single project lead keeps decisions clear and aligned.
- Align Early—Before Engineering Starts
Internal kickoff is critical. Sales, applications, engineering, and project management must agree on scope, timeline and system requirements. This prevents misalignment from carrying into design and manufacturing.
- Create a Consistent Project Cadence
Weekly check-ins help—but only with the right people involved. Focused updates keep the project moving without unnecessary noise.
- Show Progress, Not Just Updates
PFI shares photos and videos during manufacturing. Customers don’t just hear progress; they see it. This helps catch issues early and reduces surprises at FAT (Factory Acceptance Testing).
- Address Changes Immediately
Scope changes happen. The key is addressing them early.
PFI focuses on calling out changes right away and investigating the impact these changes will have on the timeline and cost. If it’s necessary to reset expectations, it’s better to address it as early as possible. It’s a harder conversation upfront, but it avoids bigger problems later.
- Align Suppliers Before Customer Meetings
PFI often meets with other vendors before customer calls. These “meetings before the meetings” ensure that everyone is in alignment, and decreases conflicting updates. It increases a customer’s confidence that the project is progressing and staying on track.
The PFI Approach to Food Processing Line Integration
At PFI, conveyors do more than move product. They connect the entire line.
That means every solution is designed with food processing line integration in mind—from upstream equipment to downstream packaging.
PFI brings:
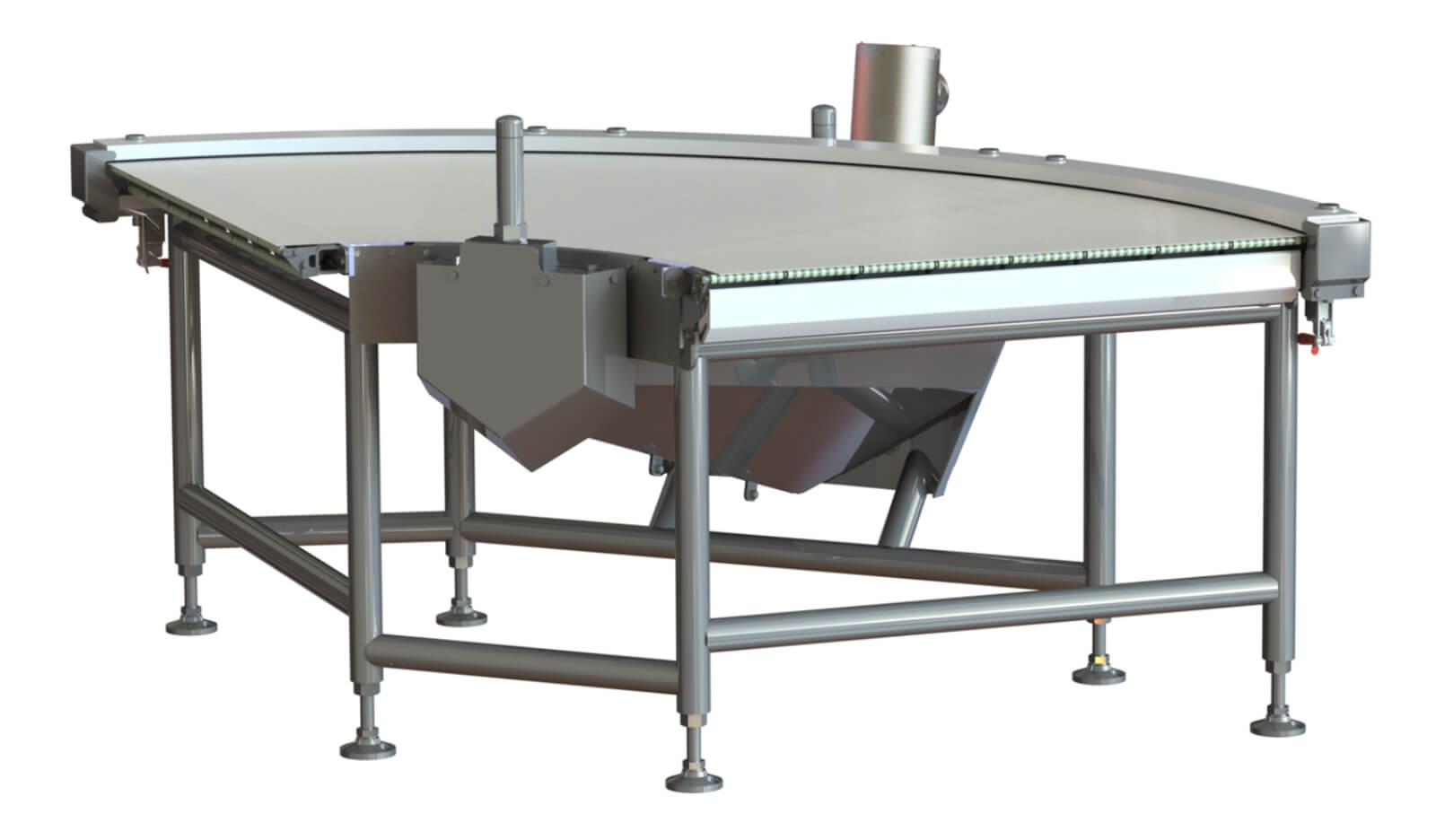
- Sanitary conveyor systems built to meet strict food safety standards
- Integration-ready designs that fit into complete processing lines
- Experience working across multiple OEMs, including slicers, ovens, and packaging systems
- A consultative approach that identifies risks early and solves them before they escalate
With more than 75 years of experience, PFI acts as a partner—helping customers reduce downtime, avoid delays, and keep projects on track. In complex food processing environments, success isn’t just about building equipment. It’s about making the entire system work together to remain on time.
PLANNING A NEW LINE?
PFI can help you simplify food processing line integration and deliver reliable, sanitary solutions that keep your operation running smoothly.

 At that point, it becomes clear that elevation changes between machines weren’t fully accounted for, product accumulation wasn’t designed into the flow to buffer downtime, and transfer points between suppliers don’t align in height or orientation.
At that point, it becomes clear that elevation changes between machines weren’t fully accounted for, product accumulation wasn’t designed into the flow to buffer downtime, and transfer points between suppliers don’t align in height or orientation.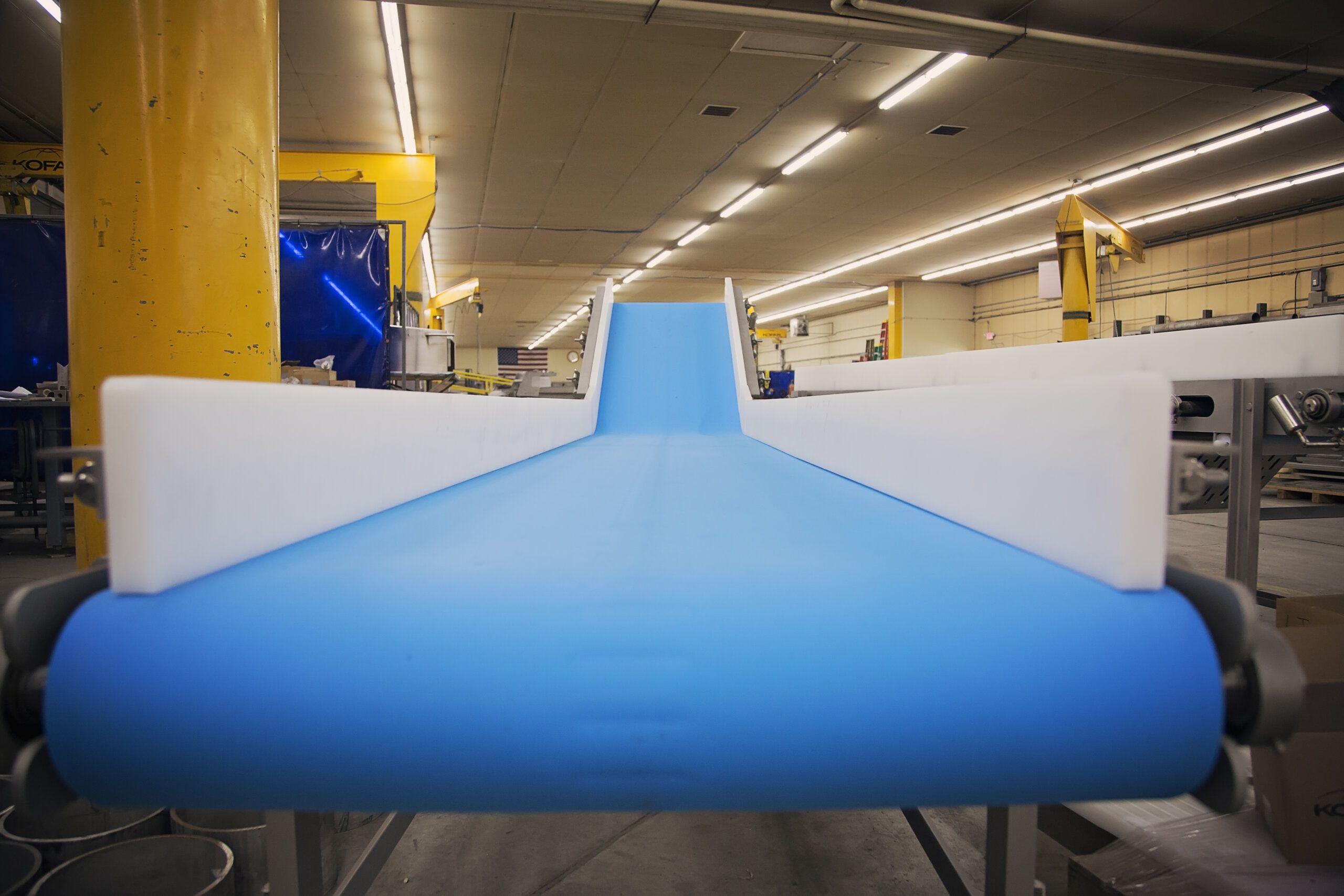
 Common configuration elements that influence pricing include:
Common configuration elements that influence pricing include: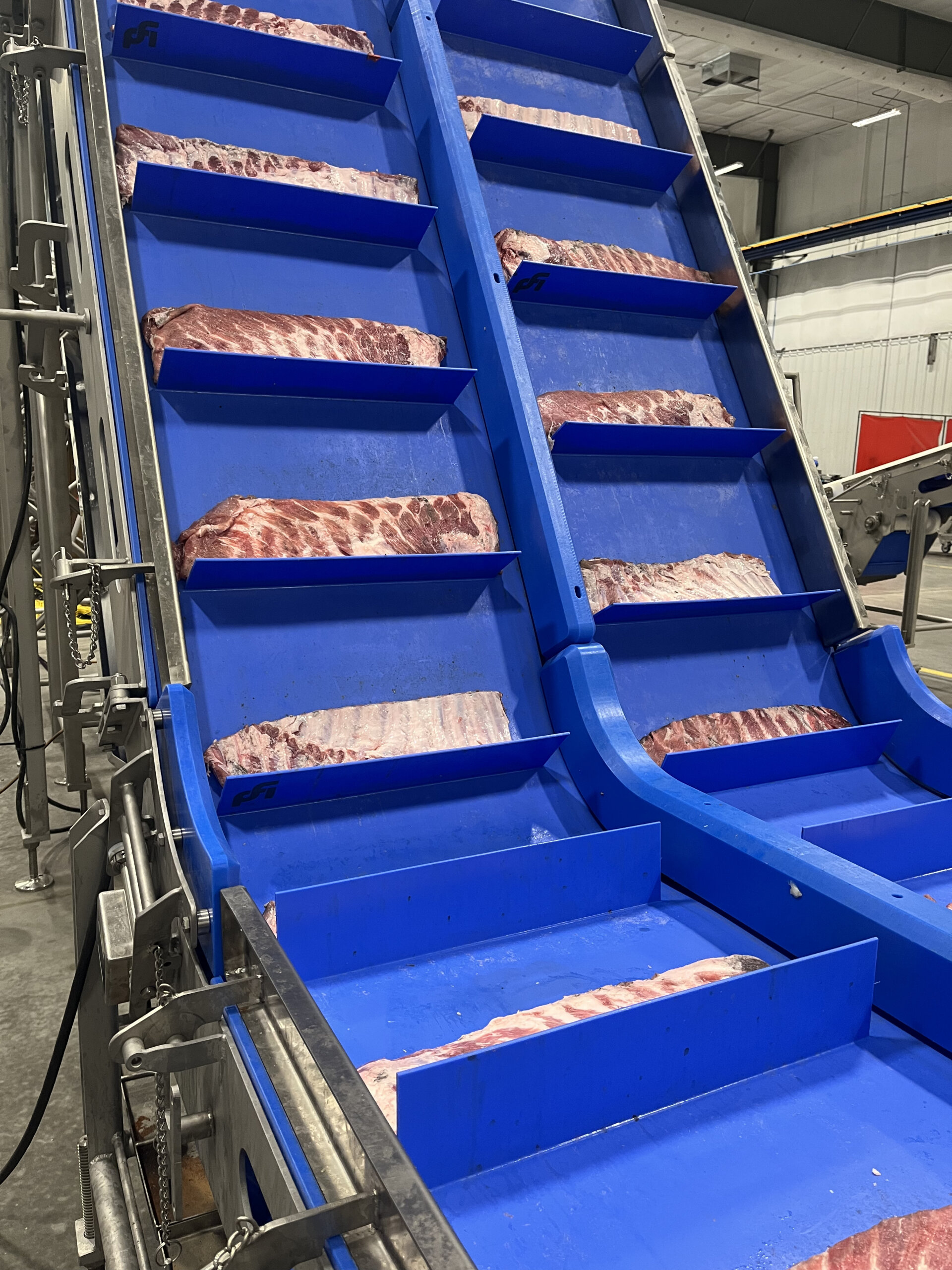 For processors handling
For processors handling 
 Most sanitary conveyor belts are offered in blue or white—the industry-preferred colors because they provide high visibility in food processing and are easily detected by vision and X-ray systems. While blue has become the standard, we can supply belts in customer-specified colors when needed. PFI’s team can help match your conveyor with the ideal belt replacement, ensuring both compatibility and performance.
Most sanitary conveyor belts are offered in blue or white—the industry-preferred colors because they provide high visibility in food processing and are easily detected by vision and X-ray systems. While blue has become the standard, we can supply belts in customer-specified colors when needed. PFI’s team can help match your conveyor with the ideal belt replacement, ensuring both compatibility and performance.
 VERTICAL BELT CONVEYORS
VERTICAL BELT CONVEYORS
 BUCKET & INCLINE CONVEYORS: ELEVATING PRODUCT
BUCKET & INCLINE CONVEYORS: ELEVATING PRODUCT
 3. ELEVATING PRODUCTS BETWEEN PROCESSES
3. ELEVATING PRODUCTS BETWEEN PROCESSES
 CONSIDER FLEXIBILITY FOR YOUR PRODUCT MIX
CONSIDER FLEXIBILITY FOR YOUR PRODUCT MIX
 Belt conveyors
Belt conveyors Vibratory conveyors
Vibratory conveyors