How Automated Conveyors Improve Food Processing Efficiency
As a food processing manager, you’re always looking for ways to improve operational efficiency, maintain product quality, and meet safety standards. Challenges like production bottlenecks, waste, and manual labor are part of the daily grind, but they don’t have to hold your facility back. Automated conveyor systems offer a practical way to streamline processes, reduce labor costs, and enhance productivity, allowing you to keep things running smoothly and efficiently at every stage of your operation.
To help overcome these common challenges, automated conveyor systems offer a range of solutions that enhance material flow, minimize downtime, and maintain product integrity. Let’s dive into how each conveyor type can help address these needs and transform your food processing lines.
BELT CONVEYORS: RELIABLE, HIGH-VOLUME TRANSPORT
Belt conveyors are a cornerstone of many food processing operations due to their efficiency in moving large volumes of product. Here’s why they might be the ideal solution for your facility:
- Efficient Bulk Transport. Belt conveyors quickly and reliably transport large volumes, ensuring smooth product flow and eliminating bottlenecks.
- Easy Integration. Integrate belt conveyors seamlessly into your existing processing lines with minimal disruption.
- Versatile Formations. Available in horizontal/flat-bed, Z/incline, vertical, and curved configurations, giving you the flexibility to fit a wide range of applications and plant layouts
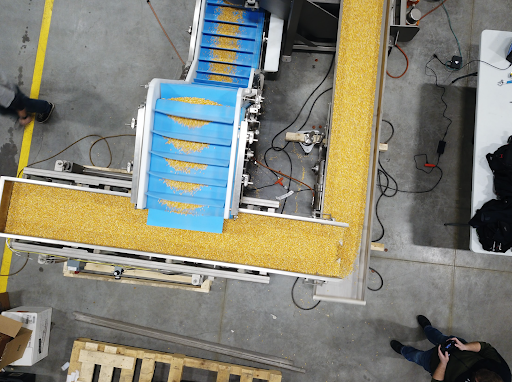
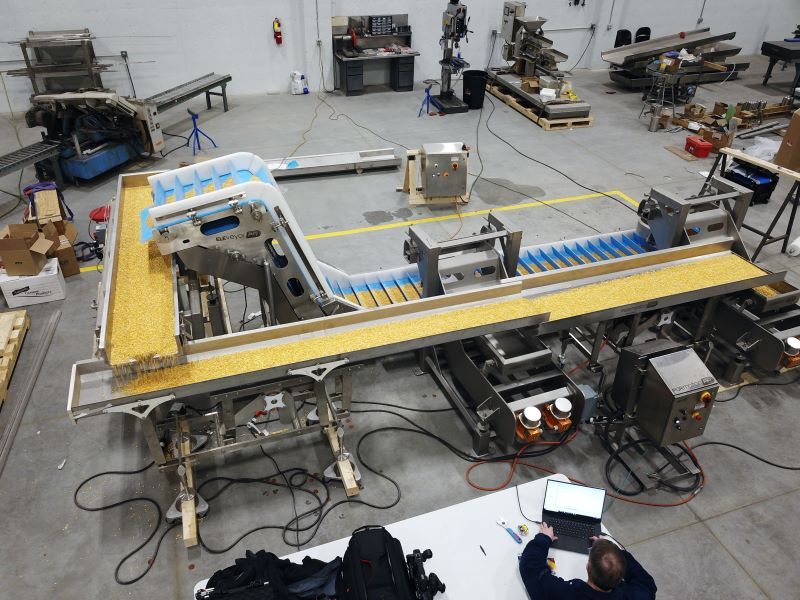
HORIZONTAL MOTION CONVEYORS: GENTLE HANDLING OF DELICATE PRODUCTS
When transporting fragile or seasoned products, maintaining their integrity is crucial. Horizontal motion conveyors provide gentle handling that keeps delicate items intact:
- Protect Product Integrity. Move products gently and safely, minimizing breakage and preserving coatings.
- Controlled Movement. Products move smoothly forward and back, ideal for fragile items.
- Adjustable Speeds for Precision. Quick stop/startand back-and-forth direction for tasks like feeding multiple lines or temporary storage optimizes flow and yield.
Explore horizontal motion conveyors →
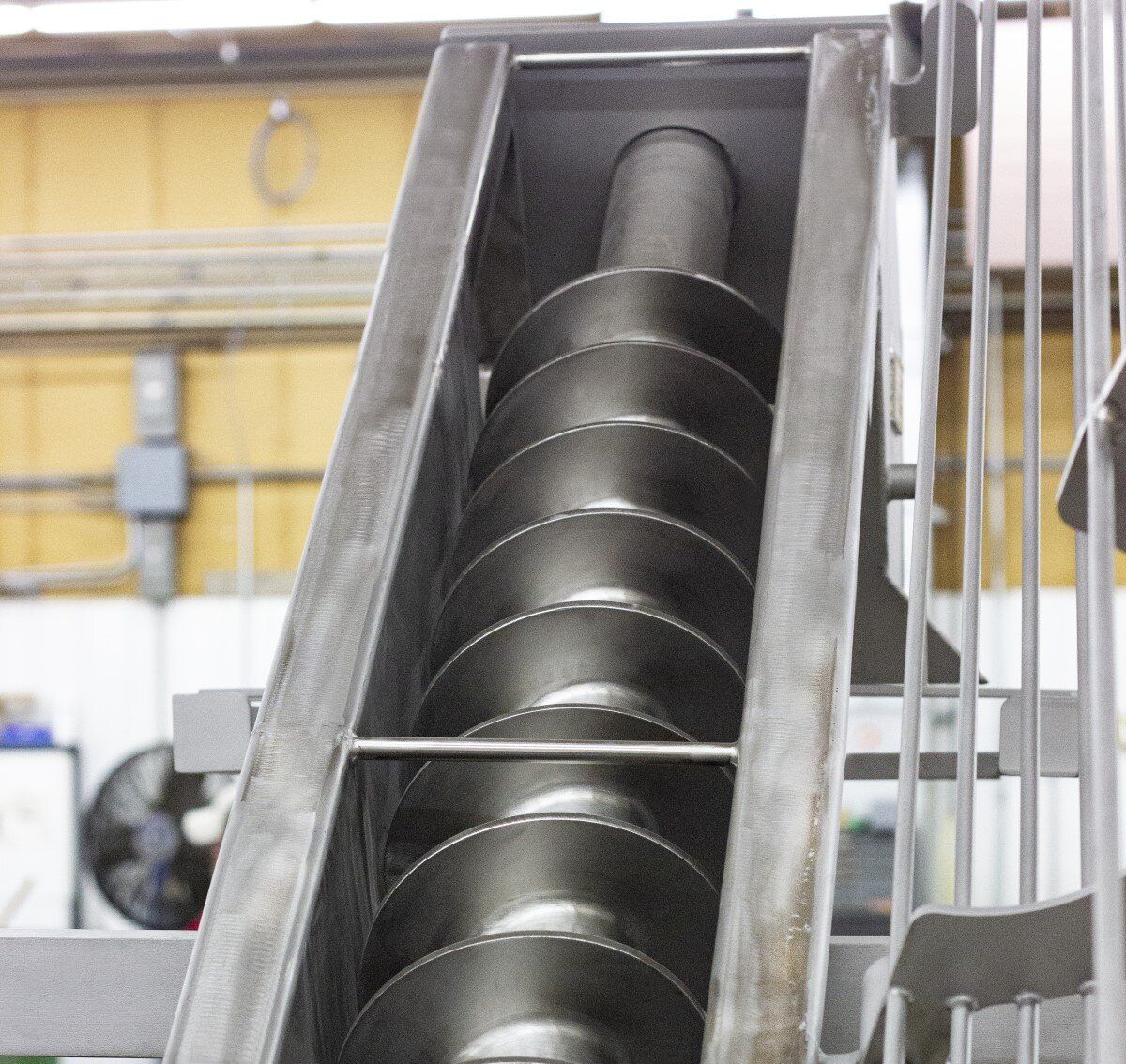
BUCKET ELEVATORS: OPTIMIZE VERTICAL SPACE AND THROUGHPUT
If space is limited in your facility, bucket elevators can effectively utilize vertical areas, freeing up valuable floor space and enhancing productivity:
- Maximize Vertical Space. Lift products vertically, ideal for plants with limited horizontal space, moving products efficiently to mezzanines or elevated processing stages.
- Gentle Product Handling. Bucket elevators ensure careful transport, significantly reducing product degradation even at high throughput volumes.
- Increase Productivity. Optimize your workflow and facility layout by streamlining vertical product transfers between processes.
Discover our bucket elevator options →
VIBRATORY CONVEYORS: MULTI-FUNCTIONAL AND LOW MAINTENANCE
Vibratory conveyors go beyond simple product transport, allowing you to perform multiple processing tasks simultaneously and efficiently:
- Versatile Value-Added Operation. Handle tasks such as screening, sorting, spreading, laning, and dewatering within a single conveyor system.
- Minimal Maintenance. Fewer moving parts mean easier cleaning, minimal maintenance, and greater reliability.
- Enhanced Efficiency. Increase throughput and reduce equipment complexity by integrating multiple processes into one conveyor.
HOW AUTOMATED CONVEYOR SYSTEMS IMPROVE FOOD SAFETY AND PRODUCTIVITY
Building on the belt, vibratory, horizontal-motion, and bucket solutions outlined above, an integrated conveyor network delivers three high-impact wins:
- Enhanced Food Safety. Food-grade stainless frames, open designs, and tool-less belt removal reduce harbor points and keep hands off product—dramatically lowering contamination risk.
- Consistent Quality. Uniform belt speeds, metered bucket discharge, and precision vibratory feeds hold weights, portion sizes, and coatings within spec, helping you avoid costly rework or recalls.
- Higher Throughput. Continuous flow between prep, cook, cool, and pack stations eliminates manual hand-offs and keeps OEE high, even during multi-shift production.
COMMON CONCERNS ABOUT CONVEYOR AUTOMATION IN YOUR FACILITY
As you evaluate the potential for conveyor automation in your plant, it’s important to consider some common concerns that might arise. Let’s take a closer look at a few of these:
INITIAL INVESTMENT & ROI
Conveyors aren’t a nice-to-have; they’re the backbone that lets every other machine run. While there is still capital outlay, most food plants budget for conveyors as standard line equipment, and a well-built system will operate for years with only modest parts change-outs. The real financial question is which conveyor mix (belt, vibratory, bucket, etc.) delivers the best long-term ROI through higher throughput, easier sanitation, and lower unplanned downtime.
INTEGRATION WITH EXISTING SYSTEMS
One challenge you might face is ensuring that new conveyors will work well with your existing equipment. Fortunately, modern automated systems are designed for compatibility, making it easier to integrate them into your current setup without major disruptions. By working with experienced vendors, you can design a solution that fits seamlessly into your existing line.
ONGOING SUPPORT AND MAINTENANCE
Modern conveyor lines are largely set-and-forget—once tuned, they run with minimal operator input beyond periodic belt or parts change-outs that might be months (or years) apart. A reputable supplier will still give your team a quick orientation and clear documentation, plus phone or on-site support when you do need to swap wear parts or fine-tune a drive. For day-to-day production, however, conveyors demand far less attention than most automation technologies.
PRACTICAL TIPS FOR IMPLEMENTING CONVEYOR UPGRADES
- Conduct a Thorough Needs Assessment. Map choke points, sanitation pain areas, and labor-intensive transfers before specifying equipment.
- Collaborate with Conveyor Experts. Share product specs and growth plans so engineers can right-size belt widths, bucket volumes, and drive horsepower.
- Validate Hygienic Design. Require compliance with AMI, USDA, or 3-A standards and review drawings before sign-off.
- Plan for Ongoing Maintenance. Stock key spares (belts, bearings, sensors) and schedule quarterly inspections to lock in uptime.
- Stage the Roll-out. Install new modules during planned shutdowns or parallel-line trials to keep production flowing.
PUTTING IT ALL TOGETHER: THE FUTURE OF YOUR FOOD-PROCESSING FACILITY
Automated conveyor systems sit at the heart of modern food production—reducing manual labor, ensuring consistent product flow, and supporting the highest sanitation standards. If bottlenecks, space constraints, or stricter safety goals are on your radar, a tailored blend of belt, vibratory, horizontal-motion, and bucket technologies can move you forward.
Talk with one of our conveyor engineers to explore the best solution for your plant.