Blog
Planning for Sanitary Conveyor Designs [A Guide]
Better sanitary conveyor design can help increase efficiency, save space, and eliminate steps in your manufacturing process. If you’re building a plant or overhauling a product line, it makes sense to put conveyor design at the heart of your project planning process.
In this guide, we look at why smart conveyor design adds value to your investment in higher-quality equipment and increased process automation. We also suggest concrete steps to plan correctly for food-grade conveyors in your project.
LINE ITEM: WHY SANITARY CONVEYORS MATTER
For many plant managers and project teams, efforts to increase productivity focus on boosting the performance of key pieces of standalone processing equipment.
Increased automation means you can often do more to your product at each stage of your process, while intelligent sensors and advanced optics allow you to run operations faster and integrate processes more closely.
With all the hype, it’s easy to forget that the productivity of individual processes is only as good as the network that links them all together.
Your sanitary conveyor systems connect the individual parts of your lines into a unified whole, ensuring the product arrives where it’s needed next in exactly the volumes and proportions it’s needed in, all while maintaining your plant’s safety and hygiene protocols.
More Than an Add-On
Food-grade conveyor systems are more than an add-on. They’re a critical production component that drives productivity and adds real value to your process. On many food processing projects, however, effective conveyor design has become an afterthought.
Sanitary conveyor design is typically considered late in the front-end process, and equipment and layout decisions tend to be shaped around the constraints of more expensive “core” equipment rather than being approached as an integral part of your process.
Failing to plan for sanitary conveyor design can be a big problem for a couple of reasons:
- Gains from investment in big-ticket processing capacity and increased automation are limited by under-investment in relatively inexpensive conveying equipment.
- Poor handling, sanitation standards, and integrations can threaten product quality and food safety.
- Performance gains can be wiped out from downtime required for modifications and fixes on inadequate conveyor equipment and poor system integrations.
Smart Conveyors Move You Forward
Most importantly, failing to think ahead about conveyor equipment is a missed chance to leverage bottom-line gains in efficiency, safety, and product quality driven by advances in sanitary conveyor design itself.
Today, sanitary food conveyors can do far more than move your product from point A to point B. As the industry has evolved, conveyors of all types have kept up, streamlining their design and functionality and increasing their capacity.
Value-Added Conveying
They’ve also become an increasingly active part of the food-handling process, adding and combining operations and in some cases even taking over processes that were handled by a dedicated stand-alone unit.
Leading conveyor manufacturers now speak about “value-added conveying” to describe the benefits smarter design and an integrated approach to planning can bring to your project.
For example, next-generation vibratory conveyors such as PFI’s Magnaflex can now be configured to spread, lane, or orientate products while in transit, combining or even eliminating process steps that once required their own dedicated application.
INTEGRATING SANITARY CONVEYOR DESIGN
Your sanitary conveyor system is no longer an add-on to your food handling process; it’s a critical part of your plan. Planning for conveyor equipment should be included in every stage of your front-end process, from initial scoping to final design.
It’s also critical to get advice from industry experts as early on in your planning process as possible. Consulting with a reputable equipment supplier can provide valuable insights about how the latest conveying technology can benefit your project.
Talk to your conveying equipment provider about:
Space Maximization
Increasingly flexible and compact elevating solutions and curved belt conveyors can help you get more out of a smaller plant footprint or make it easier to expand your existing plant configuration by adding a mezzanine platform or adjacent floor space.
In-Process Storage
Modern variable-speed and reversible conveyors such as the PURmotion horizontal motion conveyor allow you to smooth out stoppages and surges to keep production on track. Find out if this technology is right for your process.
Product-Specific Concerns
Established equipment makers have decades of experience across all types of food production. Let them flag potential problems and suggest industry-tested solutions for you early on in your design process.
Expert Integration
Prevent bottlenecks by making sure your conveying equipment seamlessly connects your process from receiving to packaging. Choose a partner with the skills to deliver customized solutions to integrate a wide range of OEM equipment.
Whole-Plant Perspective
Your sanitary conveyor system is the central nervous system of your plant. Get expert advice on how proposed design changes or last-minute machinery moves will affect your sanitary conveyor system and every other aspect of your manufacturing process.
Processing in Motion
Food conveying is not just about moving products from step to step. Modern conveyor systems can also manipulate your product in the process to increase efficiency or even eliminate an entire step.
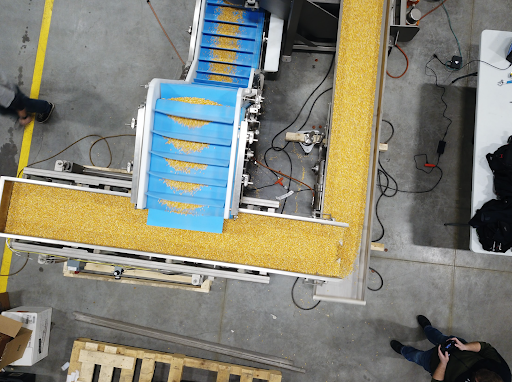
Flexible value-added conveying equipment such as the VFII vibratory conveyor and other units can perform a wide range of “processing-in-motion” applications including:
- Repositioning and aligning product
- Screen, spread, grade, and lane loose granular foods
- Dewater or shake washed, dipped, or fried foods
- Adding toppings or coatings
Leveraging Industry Relationships
Working with a seasoned manufacturer with broad food industry experience offers benefits that go beyond your conveying equipment.
Manufacturers with broad project experience and pre-existing relationships with other OEMs can help speed up your design process and reduce potential issues during installation, commissioning, and production.
PLANNING FOR SANITARY CONVEYOR DESIGN

Including sanitary conveyor design into your plant build-out or upgrade project has real benefits, from faster and more effective project implementation to better troubleshooting to immediate improvements in production and long-term return on plant investments.
Planning for effective sanitary conveyor design as part of your plant build-out or overhaul is all about communication. Above all, your organization’s own food safety experts and maintenance team must be engaged in the design process from Day 1.
This helps keep stakeholders on the same page and ensures that equipment used across the project meets the required food safety standards. It also helps avoid costly delays later on in the process as equipment that has already been ordered is checked, replaced, or reconfigured.
Reputable manufacturers will be happy to share high-quality product information from basic spec sheets and demonstration videos to highly detailed CAD drawings of the actual units being built for your project.
4 STEPS TO CONVEYOR DESIGN SUCCESS
While it’s important to get expert assistance, conveyance equipment manufacturers will not be able to support you if you have not defined your own needs. The following steps will help your design team get their sanitary conveyor design process up and running.
Step 1: Know What You Need To Do
The first step to developing an effective sanitary conveyor design for your process is understanding exactly what you need your equipment to do.
That might sound simple, but for at-scale, multi-stage producers, it often means choosing between complex competing alternatives and aligning the interests of project stakeholders, from operations managers to food safety specialists.
Describing what you need to achieve is the first step in getting the help you need. At the very least, you need to know:
- The process(es) and application(s) you need your conveyor equipment to enable, whether by linking existing equipment or as part of a “ground up” plan design.
- The food characteristics, including hygiene, freshness, temperature, and integrity that you need to achieve or protect.
- The current production volumes you need to achieve and the future production goals you need to plan for.
- Your project budget and timeline
Step 2: Gather Your Documentation
Gather manuals, spec sheets, and CAD drawings for your existing or new process equipment. This includes plant layout and footprint plans, wiring schematics, and packaging requirements.
You’ll need details on what utilities and hookups are needed and where in your facility the existing infrastructure is located. You’ll also need to include the required sanitary standards and best practices that your process is required to meet.
Together, this documentation details the performance limits and physical constraints within which any conveying solution needs to work.
Step 3: Define Your Core Team’s “Must-Haves”
Get your key stakeholders to put their cards on the table up-front. Understanding what features and standards are non-negotiable for your maintenance, safety, quality control, and sanitation teams will save time in the consultation process and simplify key design decisions.
Choosing between true “must-haves” and “nice to haves” is difficult, especially when your teams’ interests come into conflict, or when you need to consider your business’s future needs. Hashing this out now will help deliver a better thought-out solution later.
Step 4: Connect With a Reputable Conveyance Manufacturer
Understanding clearly how you want your conveyor solution to perform allows your equipment provider to make specific recommendations to achieve those goals.
An experienced materials-handling partner can draw on solutions that work across a range of different applications. They can recommend the best option for your product, sanitation needs, and production volume and collaborate with you to design the best solution.
Building an effective sanitary conveyor system is about far more than simply fulfilling an order. To deliver a long-term return on investment, it needs to be an ongoing partnership with a company that understands your product and value proposition.
Providing your equipment manufacturer with clear information upfront will save time and money, reducing pressure from overstretched project managers and engineers.
LOOKING DOWN THE LINE
Your relationship with an equipment manufacturer starts at the design stage but does not end when your equipment is delivered. Your planning team also needs to think about installation, commissioning, training, as well as ongoing maintenance and repair services.
Ordering the best equipment is not enough if it is poorly installed. Not all manufacturers install their equipment. If you are using your own installation team, make sure they are trusted by your conveyor equipment OEM and know how to install and configure your equipment correctly so that it meets safety and hygiene standards.
PFI: YOUR VALUE-ADDED SANITARY CONVEYOR PARTNER
PFI is one of the most respected suppliers of quality sanitary conveyor solutions to the food industry worldwide. With more than 60 years of experience building safe, effective, and durable conveyors for food manufacturers of all types, we offer:
- The best products: Our class-leading conveying equipment offers industry-leading performance and features – designed to provide years of reliable service.
- The highest sanitary standards: Our precision-built equipment meets and exceeds existing industry benchmarks, including USDA, GMA, BEMA, and FSMA regulations.
- Seamless integration: Our equipment is designed to integrate seamlessly with your new or existing OEM manufacturing equipment.
At PFI, we are committed to helping you find the best sanitary conveying solution for your needs, and to working with you at every stage of the design and delivery process.
Click below to learn more about PFI’s industry-leading sanitary conveyors or contact us today to discover how we can put our unparalleled skills and experience to work for you.
Related Resources