


CANDY & CONFECTIONERY
OPTIMAL PRODUCT HANDLING AND SAFETY IS A SWEET TREAT FOR PROCESSORS
PFI sanitary conveyors and product handling equipment integrate your entire candy processing line – from mixing to packaging.
Every system is custom configured to your exact application and layout, moving your bulk candy from step to step efficiently without loss.


OPTIMAL PRODUCT HANDLING
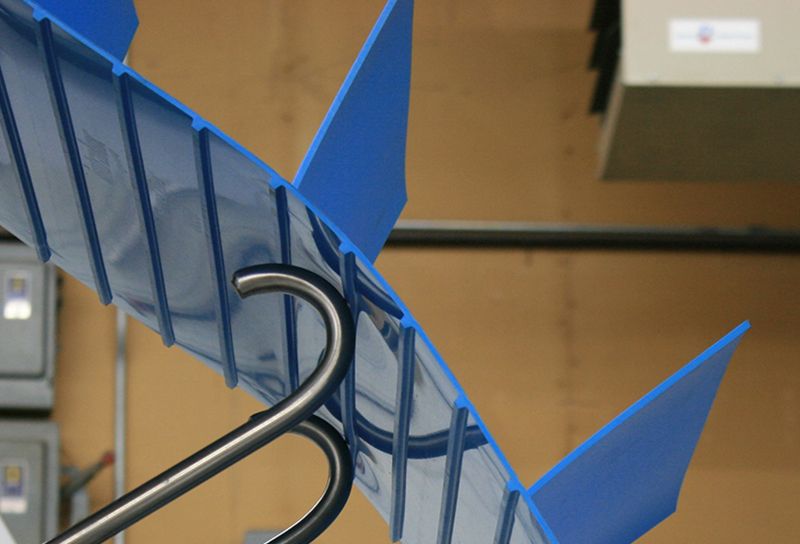
Our equipment is designed to avoid residue from sticky and warm products, giving you high-quality products and a safe processing line.

DEPENDABLE, HIGH-VOLUME OPERATION
Convey a high volume of bulk candy with equipment designed to run for long production cycles and quick, yet through sanitation and changeouts.

INTEGRATION-READY
We collaborate with OEMs and engineering firms to seamlessly link your key machines and processes to optimize your application.

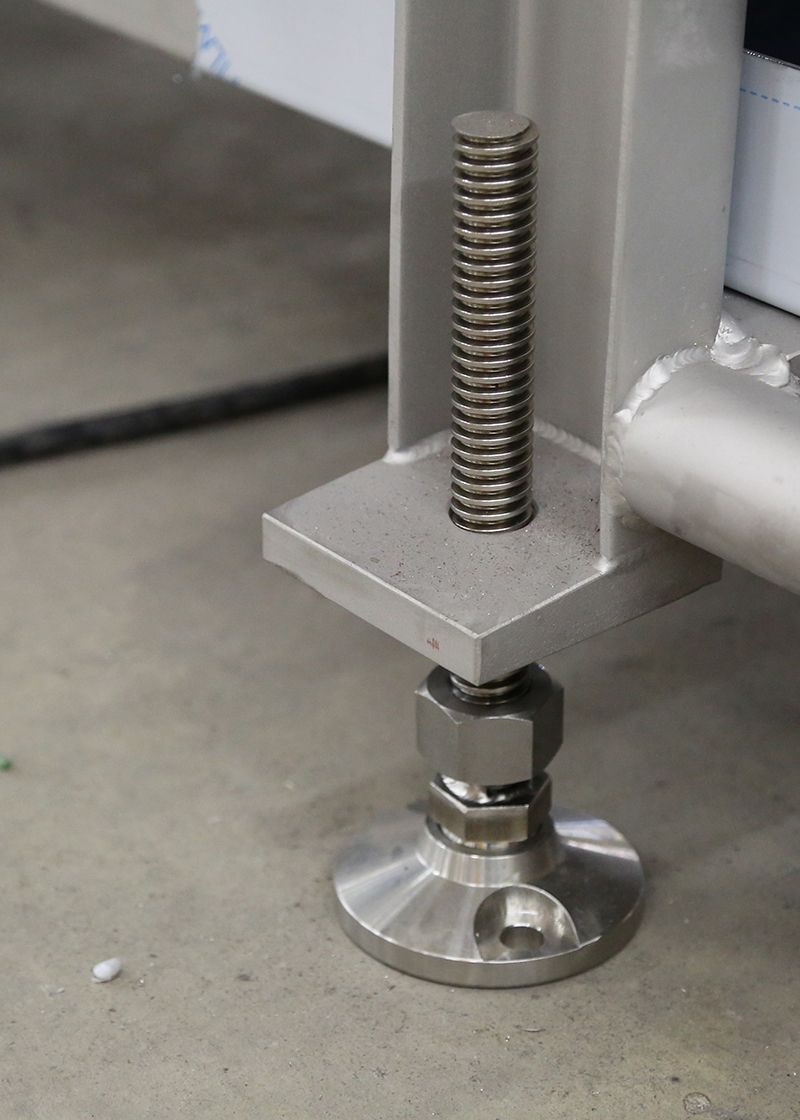
SANITARY DESIGN
We put sanitation at the forefront of our designs. Easily and thoroughly wipe down and sanitize equipment between runs.
CONNECT ALL OF YOUR KEY PROCESSES
We design and manufacture conveying and handling systems that integrate the key processes of your candy and confectionery line. We regularly partner with your other OEMs for mixing, baking, cooling, weighing, and packaging so you get the best line possible configured precisely to your layout and a seamless project from start to finish.
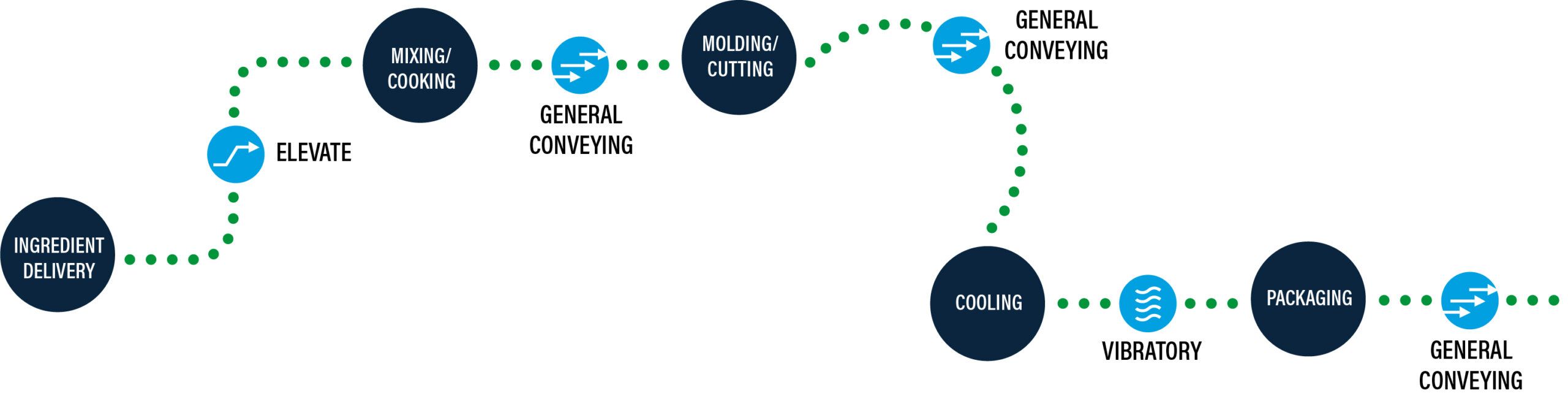
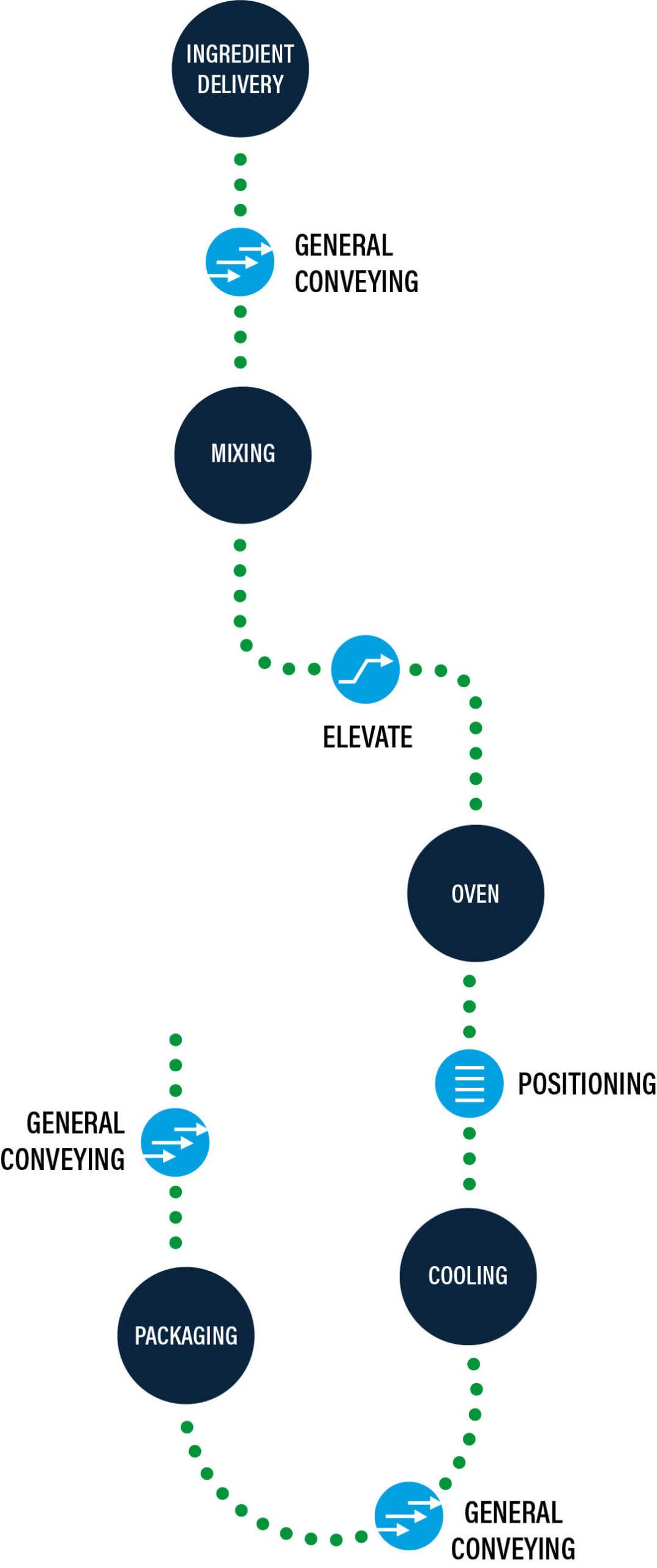
CANDY APPLICATIONS
Our sanitary conveying and handling equipment performs these key functions on your processing line, from end to end. See all of the applications our equipment performs.
Equipment Categories
Our core sanitary conveying and handling equipment falls into the following categories. Visit our full equipment listing for information on dumpers and other systems.




SANITARY DESIGN
We put sanitation at the forefront of our designs. Equipment is designed for maximum accessibility and ease of cleaning, in line with food processing equipment design standards.
-
![]()

All equipment is designed in line with BEMA food processing equipment design standards.
-
![]()
-
![]()
-
![]()
-
![]()
-
![]()
-
![]()
-
![]()
-
![]()







FULL SYSTEM SUPPORT
Trust PFI to design and manufacture the complementary structures you need around your key processes. From stairs to platforms, we put the same craftmanship into integrating and supporting your entire line.


COLLABORATIVE APPROACH
PFI collaborates with your engineering, operations, safety and maintenance teams, as well as other OEMs, and engineering firms to ensure our conveying solutions fit and operate viably from the word go.
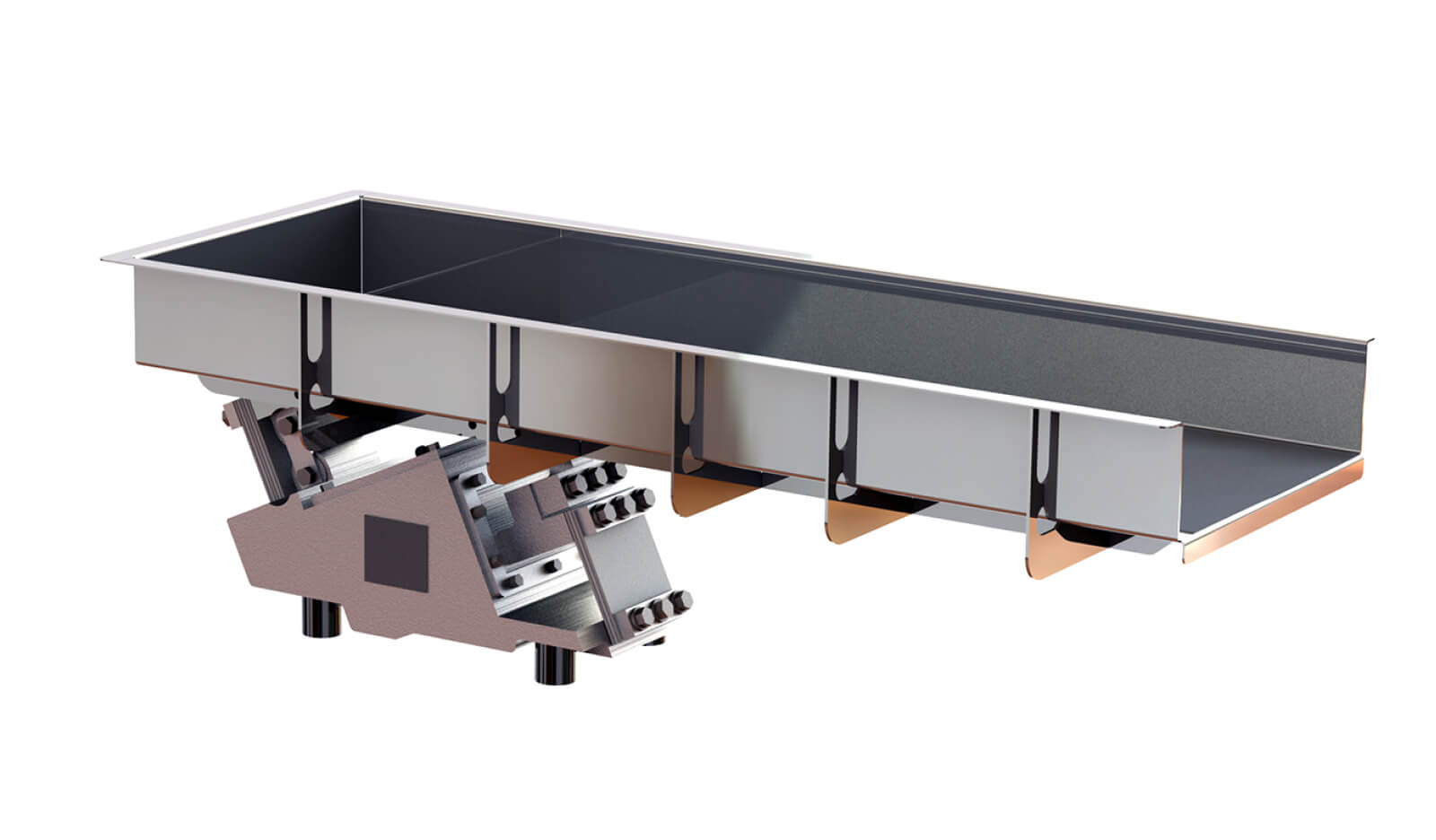
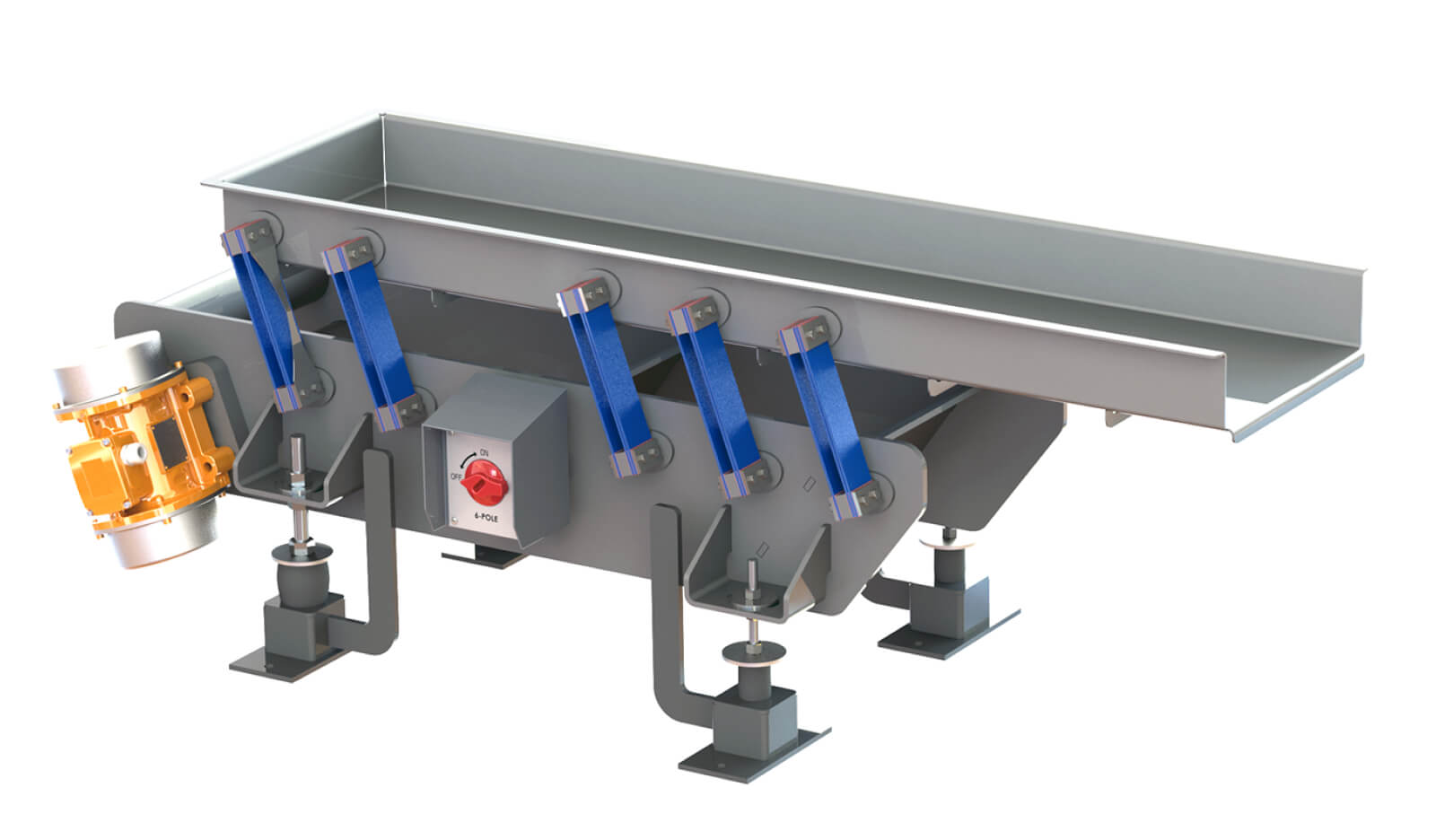
EDF Feeder
Feed, screen, and lane product accurately with this versatile vibratory feeder. Use on its own or with a Hopper Feeder or Mix-Blend System.


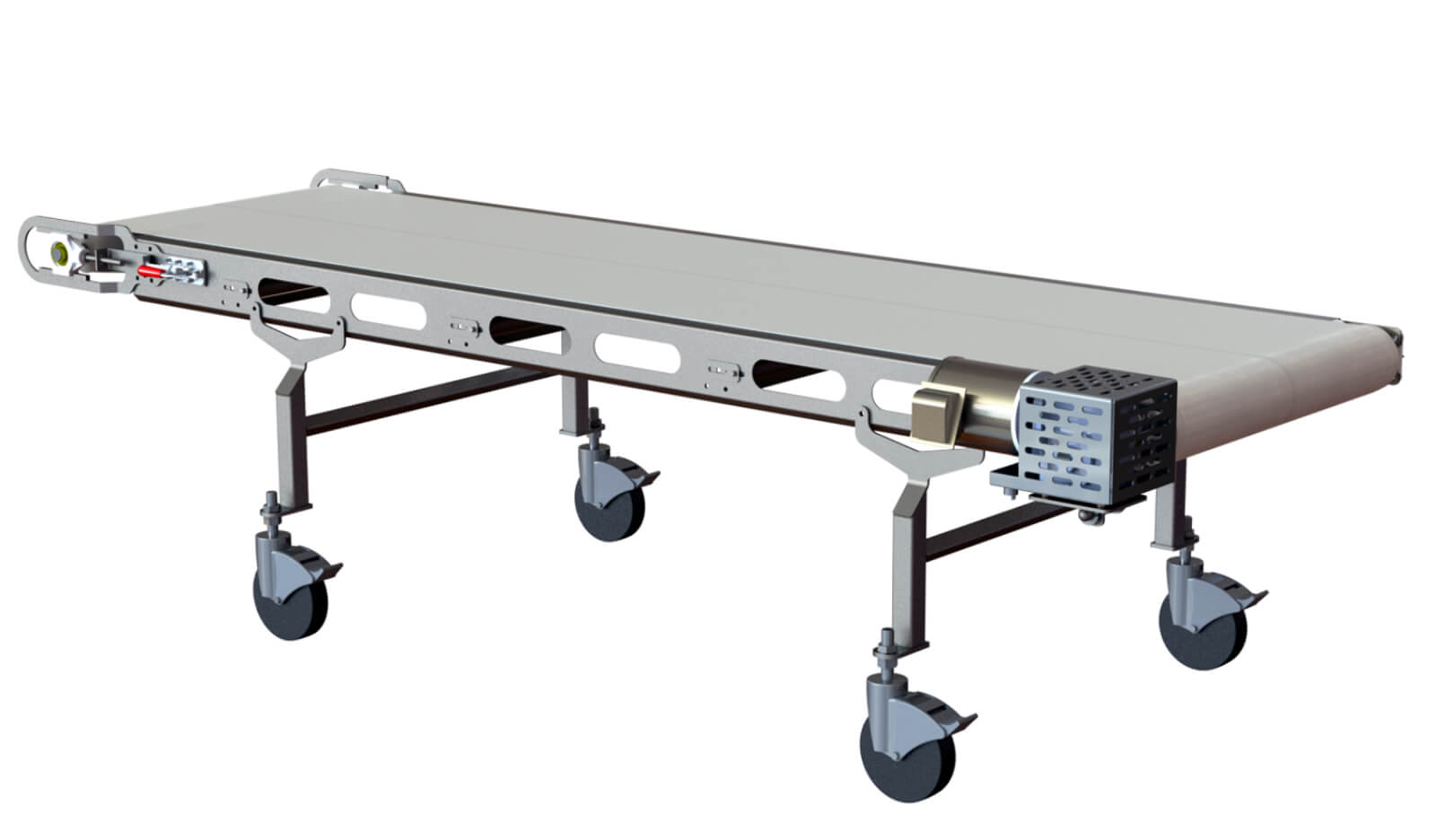
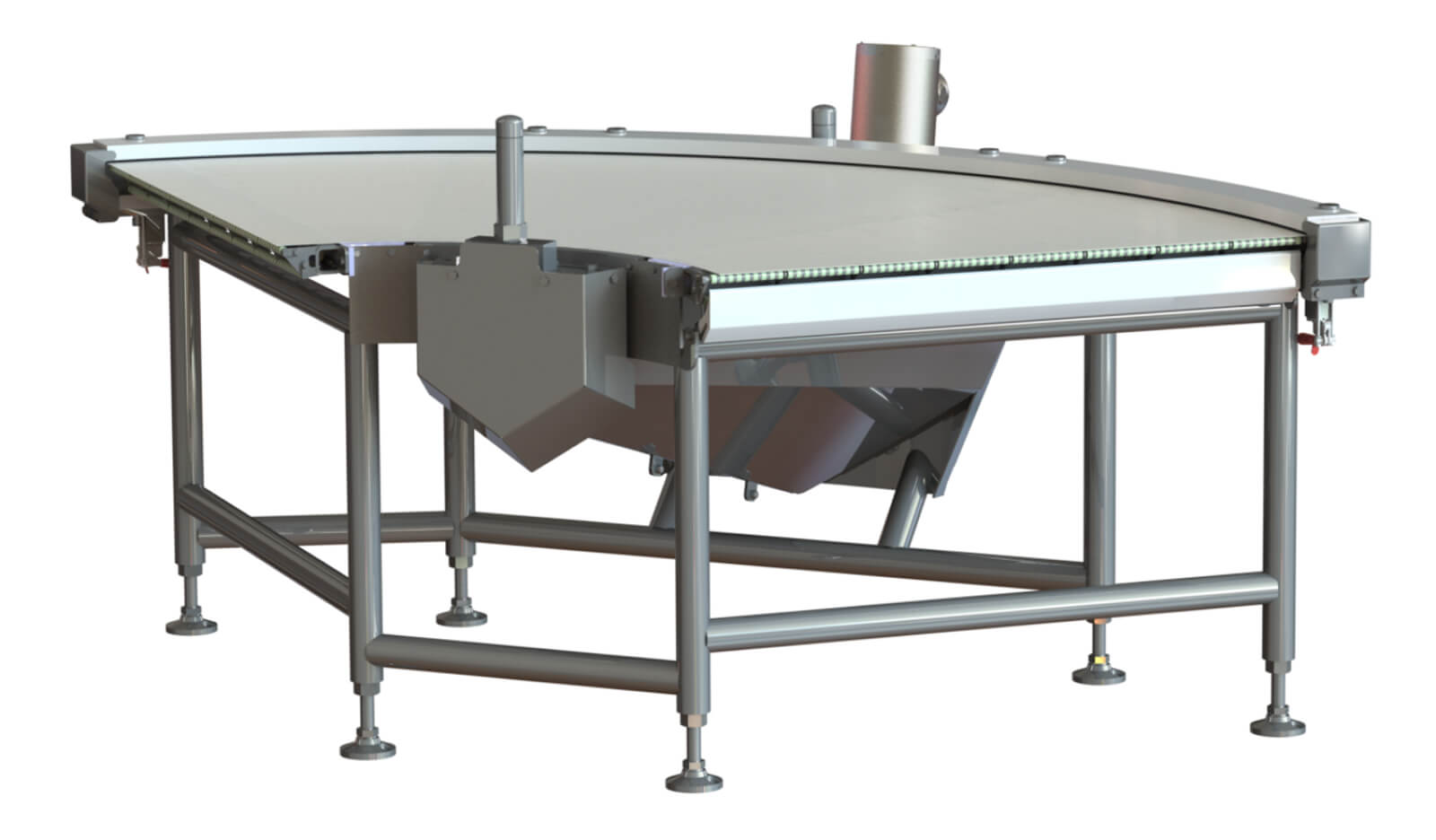
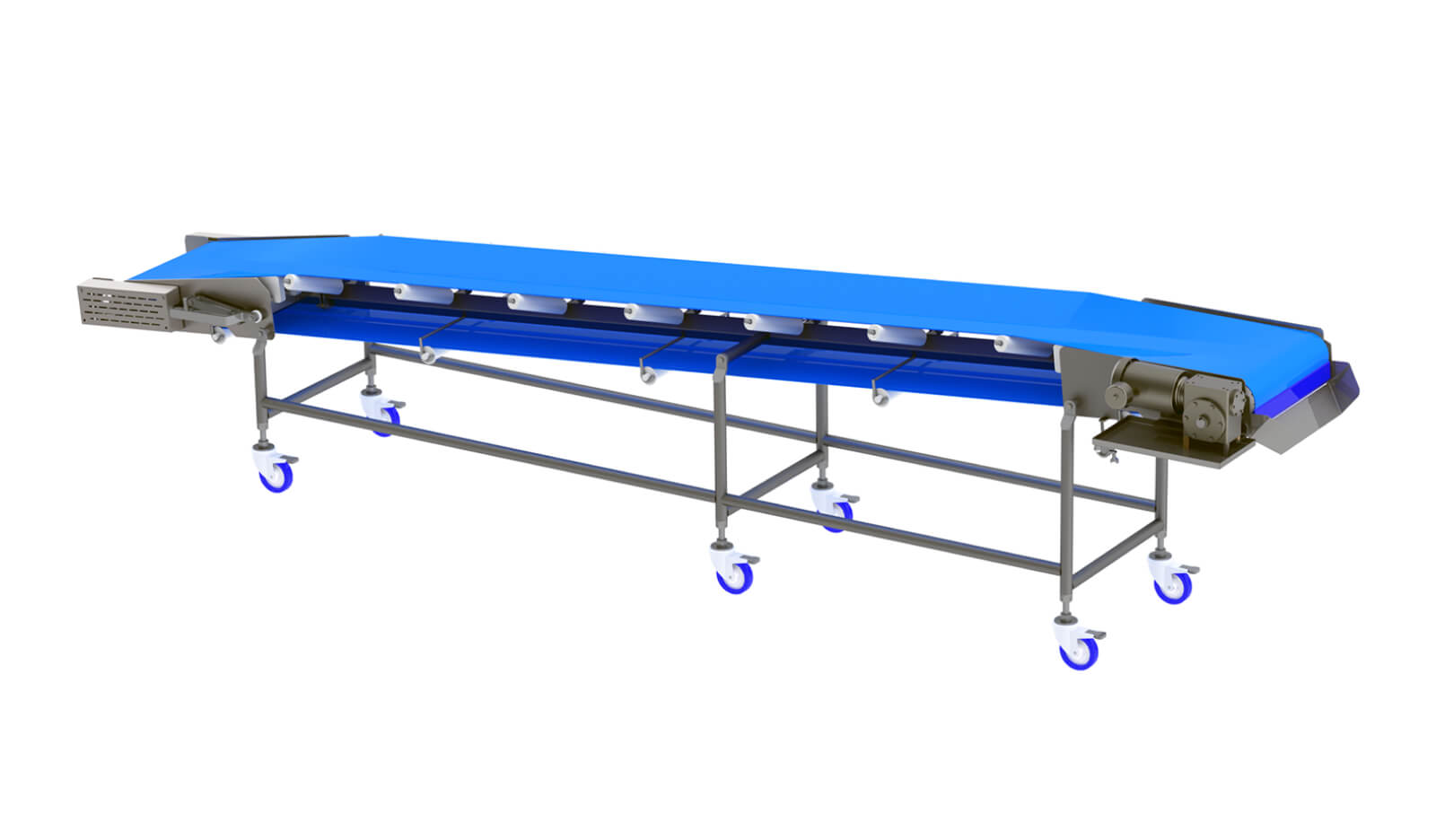
Horizontal Belt Conveyor
Connect your processing line with flat-bed conveyors built for your exact layout with a range of belt options.
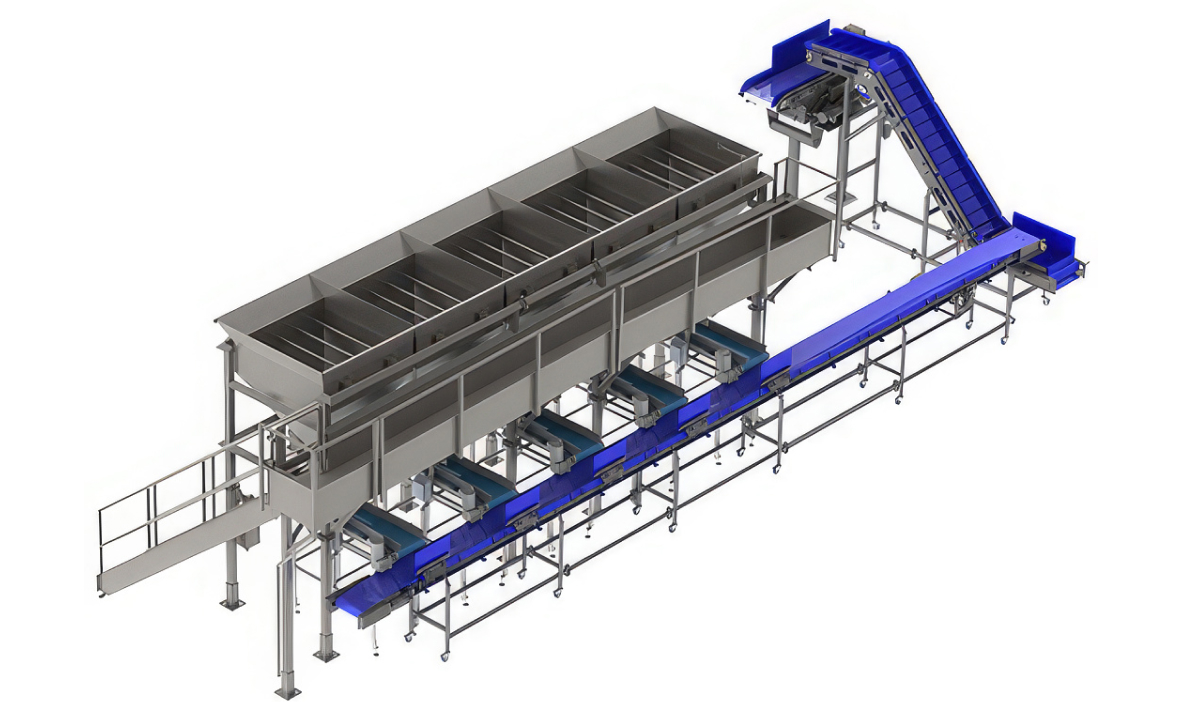
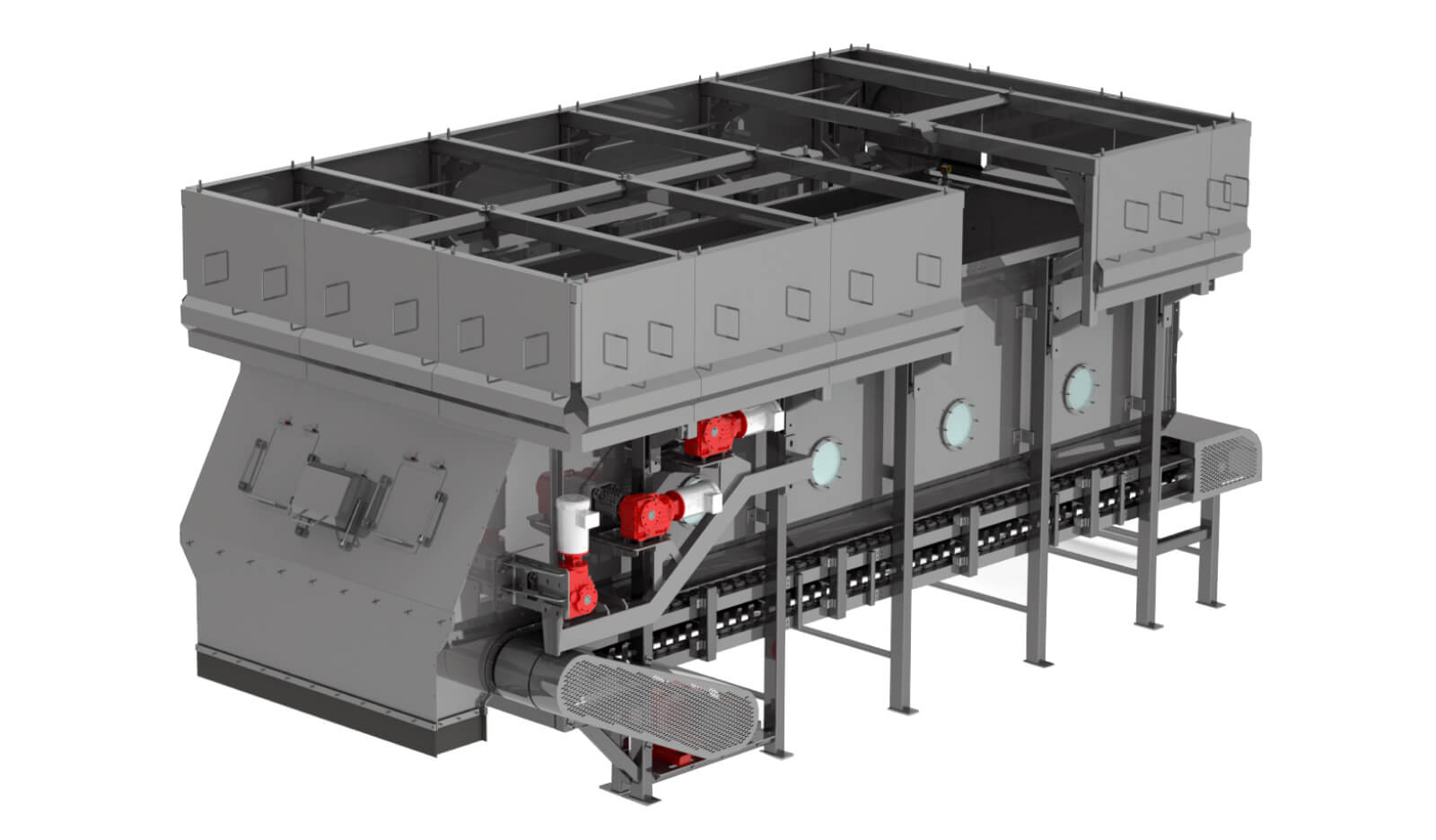
Mix-Blend System
The Mix-Blend System, its components and complementary conveyors give you consistently accurate mixed recipes by feeding multiple products together.




Design, Testing + Installation
Each project is custom configured to a layout and application by engineers with years of experience. Run a full FAT of PFI and other equipment in our Algona, Iowa facility for peace of mind, then trust our skilled technicians to install it accurately and efficiently.
REQUEST A CONFIGURATION
Ready to get started on your configuration? Contact us to customize our food-grade sanitary conveying equipment to your application, layout, and processes.

