Blog
Choosing the Right Replacement Parts for Your Belt Conveyor
Keeping your belt conveyor running at peak performance requires more than regular maintenance—it depends on having the right replacement parts when wear and tear occur.
For food processors, two of the most important replacement components are pulleys and belts. These parts affect efficiency/operation, flow/rate, and uptime.
Selecting the right replacements not only extends equipment life but also helps maintain the strict performance standards that define food processing environments.
PRIORITIZING PULLEY PERFORMANCE
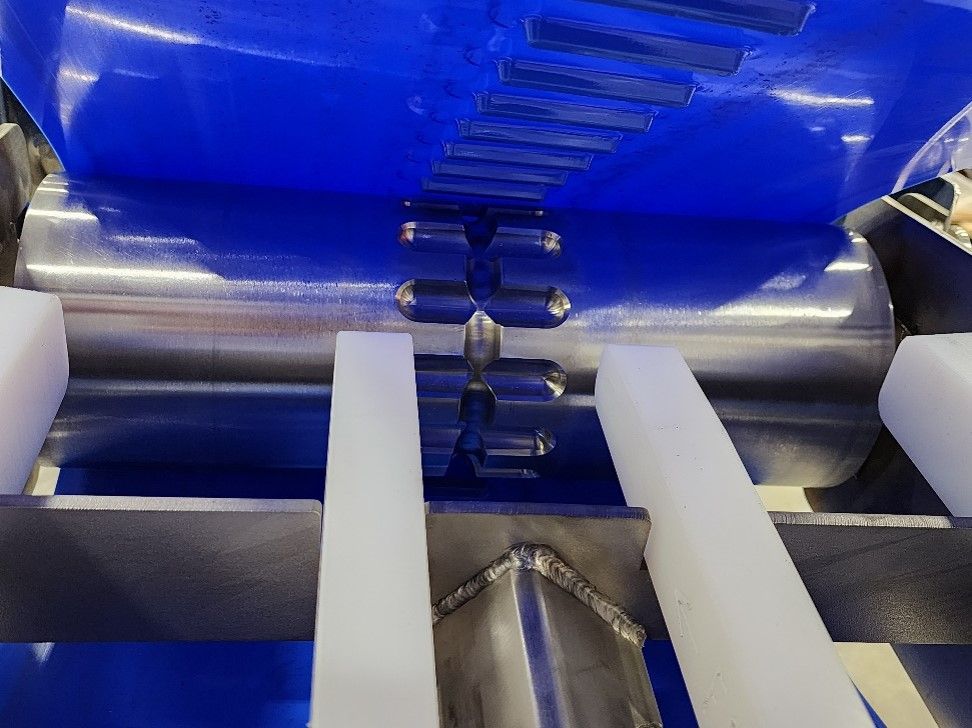
As the driving force behind a belt conveyor, pulleys play a critical role in ensuring smooth, consistent operation. Over time, pulleys can wear down or become misaligned, leading to belt slippage, uneven tension, or tracking issues. When it’s time for replacement, choosing the right pulley type and construction is essential for maintaining performance and reliability.
PFI manufactures its own pulleys in-house to match the exact requirements of each conveyor system. Whether you need drive, tail, or idler pulleys, each one is engineered with precision to support proper belt performance, reduce maintenance demands, and withstand rigorous operating conditions.
PFI’s pulleys are manufactured in stainless steel or Acetyl, and are designed for the ultimate sanitation and durability necessary for food-grade belt conveyor applications.
When selecting replacement pulleys, it’s important to consider:
- Belt compatibility: Ensure the pulley surface, diameter, and crown design match your belt type for proper engagement.
- Operating conditions: Choose quality construction that can withstand washdowns, temperature fluctuations, and exposure to cleaning chemicals.
- Tensioning and tracking: Confirm the pulley design supports the required belt tension and maintains accurate tracking to prevent product or belt damage.
PFI’s engineering expertise ensures that every pulley replacement fits seamlessly into your system, maintaining both performance and compliance with food safety requirements.
SELECTING THE RIGHT REPLACEMENT BELT
While pulleys keep your belt conveyor moving, the belt itself is what carries your product, making it equally important to choose replacements carefully. The right belt must be compatible with your application, and sanitation requirements. Factors like belt material, cleat/flight design, and surface texture all influence how effectively your product moves and how easily the belt can be cleaned.
In addition to our specialized OEM belts, PFI partners with the top conveyor belting suppliers like Intralox and others to provide a wide range of replacement belt options to your spec.
When selecting replacement belts, consider:
- Belt-pulley compatibility to ensure smooth operation and proper tracking.
- Sanitation needs—opt for food-grade, easy-to-clean materials and high-quality construction.
- Operating environment—account for product type, temperature, and cleaning frequency to prevent premature wear.
COMMON BELT TYPES
- Monolithic Belts: Lightweight and ultra-cleanable, monolithic belts are a versatile choice for a wide range of food processing applications.
- Modular Belts: Constructed from interlocking plastic segments, these belts are durable and easy to remove for cleaning.
- Wire Belts: Stainless steel chain belting used for extreme hot or cold processing applications.
- Monofilament Belts: Designed for tight nose transfer of small products from one conveyor to another.
 Most sanitary conveyor belts are offered in blue or white—the industry-preferred colors because they provide high visibility in food processing and are easily detected by vision and X-ray systems. While blue has become the standard, we can supply belts in customer-specified colors when needed. PFI’s team can help match your conveyor with the ideal belt replacement, ensuring both compatibility and performance.
Most sanitary conveyor belts are offered in blue or white—the industry-preferred colors because they provide high visibility in food processing and are easily detected by vision and X-ray systems. While blue has become the standard, we can supply belts in customer-specified colors when needed. PFI’s team can help match your conveyor with the ideal belt replacement, ensuring both compatibility and performance.
PARTNERING FOR LONG-TERM RELIABILITY
Sourcing the right replacement components is only part of the equation. Working with a manufacturer that understands your entire conveying system is what ensures lasting reliability. PFI not only manufactures precision-engineered pulleys and supplies industry-leading belts but also provides ongoing service and support to keep your line running smoothly.
From identifying the correct parts to assisting with installation and alignment, PFI’s team works alongside you to protect uptime and product integrity. With a deep understanding of food conveying systems and sanitary design, PFI ensures every replacement part contributes to safe, efficient, and dependable operation.
TRUST PFI WITH YOUR BELT CONVEYOR REPLACEMENT PARTS
From precision-engineered pulleys to high-performance conveyor belts, PFI provides the parts and expertise to keep your belt conveyor system performing at its best. When it’s time for replacements, trust the food conveyance experts who know your system inside and out.