Blog
Factors That Affect the Cost of Food-Grade Belt Conveyors
For food processors upgrading or expanding production lines, belt conveyors are rarely a standalone purchase. They’re part of a larger, interconnected material-handling system, one that must move product reliably, safely, and efficiently. Because of this, pricing for food-grade belt conveyors is inherently complex. There is no one-size-fits-all number, and any meaningful cost discussion must consider the broader system design.
At PFI, this complexity is the core of what we do. While we can certainly provide individual conveyors, our value comes from engineering complete, integrated food conveyance systems that support the entire production process.
Below, we outline the key factors that influence the cost of a belt conveyor and why the right system-level decisions are critical to maximizing long-term ROI.
1. CONVEYOR CONFIGURATION & DESIGN COMPLEXITY
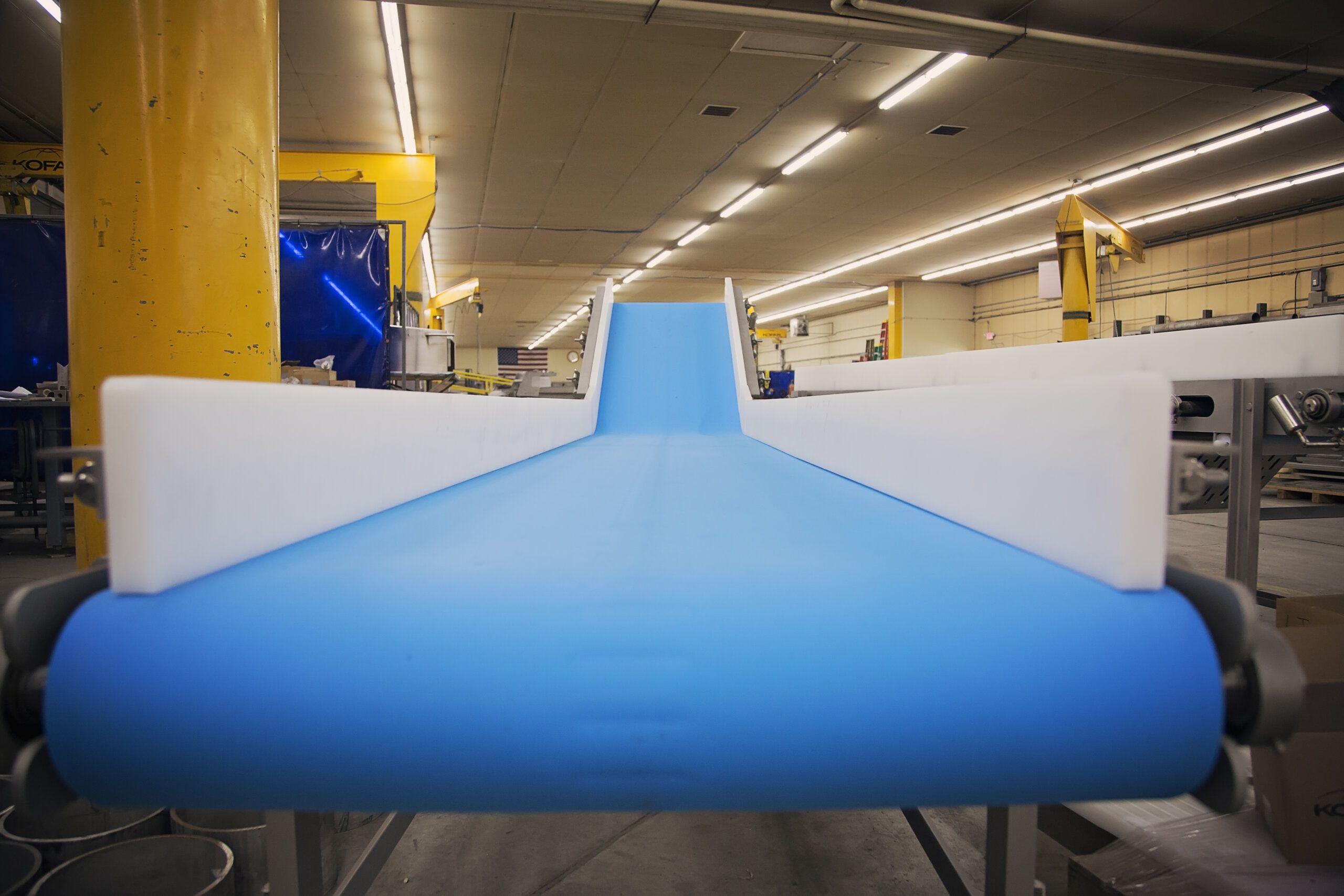
The geometry of a belt conveyor is one of the biggest cost drivers. Straight runs are generally the simplest, but most food processors require more specialized movement to work within space constraints or achieve specific product-handling goals.
 Common configuration elements that influence pricing include:
Common configuration elements that influence pricing include:
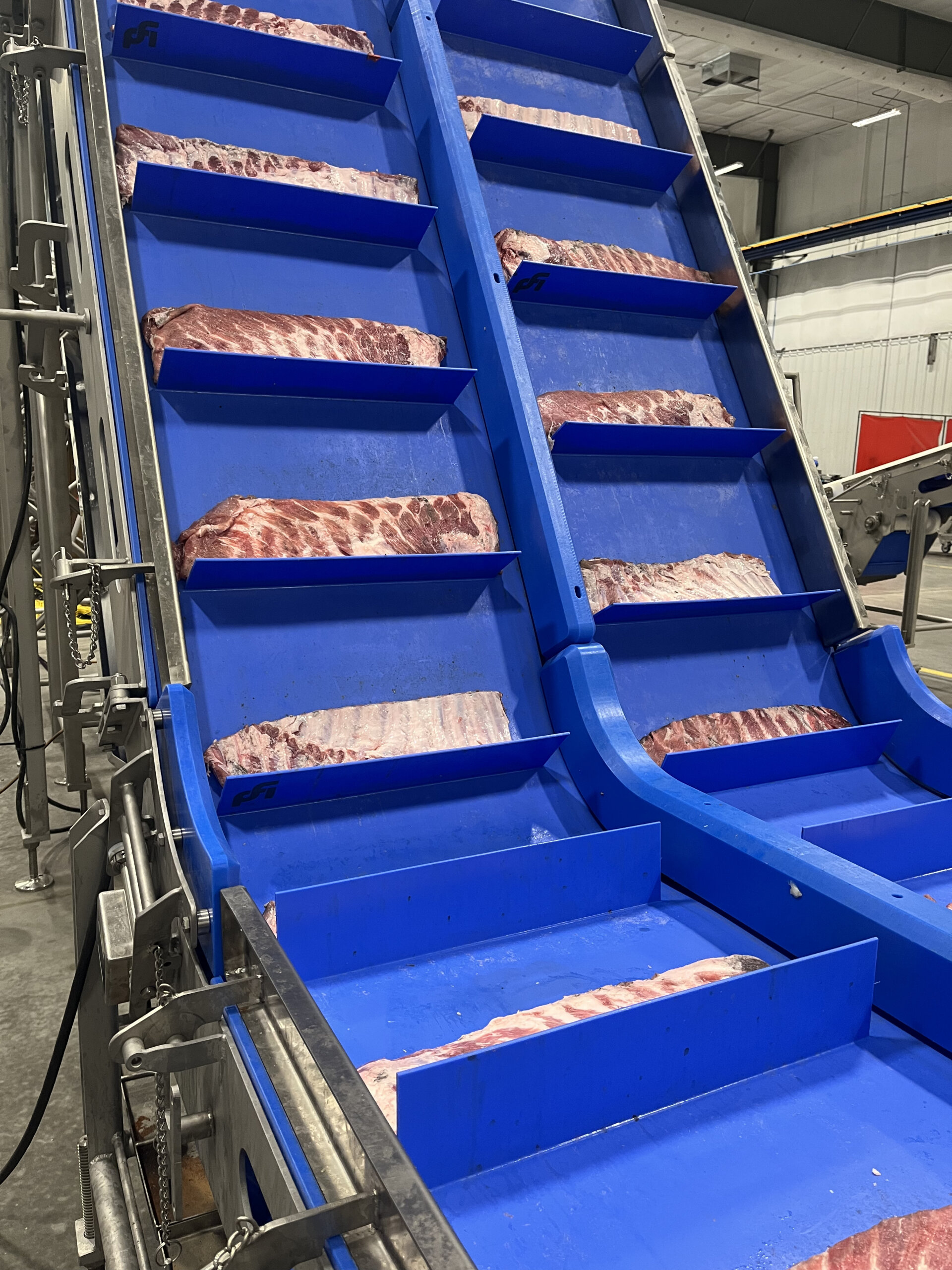
- Curves and turns – Require additional engineering to design around obstacles and the resulting frames, and specialized belts.
- Inclines and declines – Demand belt upgrades, added structural rigidity, and sometimes hold-down mechanisms.
- Trough or V-belts – Typically used in long configurations, so the length of the belt can impact pricing.
- Flat vs. specialty applications – Specialty belts (e.g., for fragile, sticky, or coated products) may require custom design considerations.
The more the conveyor has to do—move around obstacles, protect product integrity, or meet unique process requirements—the more engineering goes into designing the right solution.
2. CONVEYOR LENGTH & PHYSICAL DIMENSIONS
Longer conveyors require more material, longer belt runs, additional support structures, and potentially more powerful drives. Even small increases in length can affect:
- Frame gauge and structural reinforcements
- Frame width and length
- Number and spacing of stands
- Motor horsepower
Because PFI designs conveyors for specific applications—not catalog specs—dimensions play a major role in determining overall cost.
3. SANITATION REQUIREMENTS & HYGIENIC DESIGN STANDARDS
 For processors handling ready-to-eat foods, raw proteins, or allergen-sensitive products, sanitation is non-negotiable. Higher sanitation requirements drive cost, but they also reduce risk, speed up cleaning, and extend conveyor life.
For processors handling ready-to-eat foods, raw proteins, or allergen-sensitive products, sanitation is non-negotiable. Higher sanitation requirements drive cost, but they also reduce risk, speed up cleaning, and extend conveyor life.
Key sanitary design features that impact cost include:
- Stainless steel construction and finishing (304 or 316, depending on requirements)
- RTE design, washdown-rated features like positive drive operation
- Optional sanitary design features like belt lifts, clean-in-place (CIP) systems, and more
While these investments may increase the initial cost of the conveyor, they often reduce the total cost of ownership by reducing labor time, water usage, and microbial risk.
At PFI, sanitary design comes standard. All of our belt conveyors are designed for ease of sanitation, including open, accessible frames, sloped surfaces, standoffs, and more.
4. MATERIAL & COMPONENT SELECTION
Material choice directly affects durability and food safety performance. Common cost drivers include:
- Stainless steel grade (304 for general use vs. 316 for corrosive environments or harsh sanitation chemicals)
- Belt material (PU, PVC, modular plastic, metal, specialty surfaces)
- Rollers, bearings, and components designed specifically for wet or caustic environments
- Positive drive pulleys (improved belt tracking and torque transfer, ideal for incline/decline applications)
When integrated into a broader system, PFI ensures that materials are consistent across conveyors and adjacent machinery to streamline sanitation and maintenance.
5. INTEGRATION WITH UPSTREAM & DOWNSTREAM EQUIPMENT
This is where system-level thinking becomes essential. A conveyor is rarely operating in isolation; it must connect seamlessly with other material handling equipment, such as dumpers and additional conveyors.
Integration work may involve:
- Custom infeed/outfeed heights
- Tight, small nose transfers
- Controls and automation alignment
- Mounting or guarding requirements
- Integrating or adding X-ray and metal detecting solutions
Because PFI builds complete conveyance systems, not just individual conveyors, the integration work is baked into our engineering approach from day one. This tight integration often eliminates costly rework, downtime, and commissioning challenges.
6. OVERALL SYSTEM LAYOUT
The layout of the processing environment—existing equipment, available floor space, sanitation zoning, and throughput requirements—directly influences conveyor cost. In many facilities, the conveyor system must:
- Navigate tight footprints
- Transition between production levels or mezzanines
- Work with legacy equipment
- Support future expansion
In more complex facilities, the overall system layout may also require additional engineering services that affect project cost. PFI can provide 2D and 3D layout development for certain projects, as well as onsite measuring and plant scanning to capture accurate dimensions and real-world constraints before fabrication begins. These steps help reduce installation issues and change orders later, but they can add upfront cost. When facility drawings are incomplete, outdated, or inaccurate—or when layouts change during a project—conveyors may need to be redesigned or modified, which can impact both project timelines and overall system cost.
PFI’s engineering team designs conveyors as pieces of a unified system, ensuring the entire line functions as efficiently and hygienically as possible.
A NOTE ON STANDALONE CONVEYORS
PFI is best suited for processors who need a custom-engineered, highly sanitary, reliable conveyor system, not a commodity conveyor. That level of engineering and hygienic design means we may not be the lowest-cost option for a single standalone conveyor.
For processors who simply need a high-quality, straightforward belt conveyor without extensive customization or enhanced sanitation features, our sister company, ProFab, is an excellent alternative. ProFab specializes in fabricating a range of conveyors to your specs and timelines.
In general, ProFab is a strong fit for non-food-contact or lower-sanitation applications—such as raw processing, packaging, or environments where mild steel or cross-contaminated stainless is acceptable. It also makes sense to engage ProFab when turnaround time is critical, the conveyor design is clearly defined and largely standard, or budget constraints are a primary concern.
With a streamlined, fabrication-focused approach and fewer engineering requirements, ProFab can deliver reliable conveyors faster and at a lower overall cost than a fully custom, hygienic PFI system.
PARTNER WITH PFI FOR BELT CONVEYOR SYSTEMS
Ultimately, the cost of a food-grade belt conveyor is shaped by more than its length, belt type, or frame material. It’s shaped by the demands of the entire conveyance system and the expertise required to engineer that system correctly.
PFI brings decades of food industry experience, deep sanitary design knowledge, and a system-level engineering mindset that ensures each conveyor contributes to safer, cleaner, and more efficient production.
Ready to start planning your next project? Contact PFI today or use the link below to learn more about our belt conveyors.