Blog
Belt vs. Vibratory Conveyors: Which is Right for Your Application?
In food manufacturing, choosing the right conveyor is a crucial decision that directly impacts your bottom line. A conveyor isn’t just a link between processes; it’s a critical part of maintaining product quality, optimizing efficiency, and ensuring food safety.
Two common conveyor types in the industry are belt conveyors and vibratory conveyors. While both reliably move product from point A to point B, they excel in different applications. This blog compares the two conveyor types to help you determine which one is right for your operation.
BELT CONVEYORS: RELIABLE & CONFIGURABLE FOR NEARLY ANY LAYOUT
 Belt conveyors are one of the most widely used conveying solutions in the food industry, known for their versatility and ease of integration into complex processing lines. Using a continuous belt surface, they can move a wide variety of products while maintaining product quality and line efficiency.
Belt conveyors are one of the most widely used conveying solutions in the food industry, known for their versatility and ease of integration into complex processing lines. Using a continuous belt surface, they can move a wide variety of products while maintaining product quality and line efficiency.
WHEN TO CHOOSE A BELT CONVEYOR:
You need a flexible, integration-ready conveyor that can handle a wide variety of products, including wrapped, packaged, or delicate items.
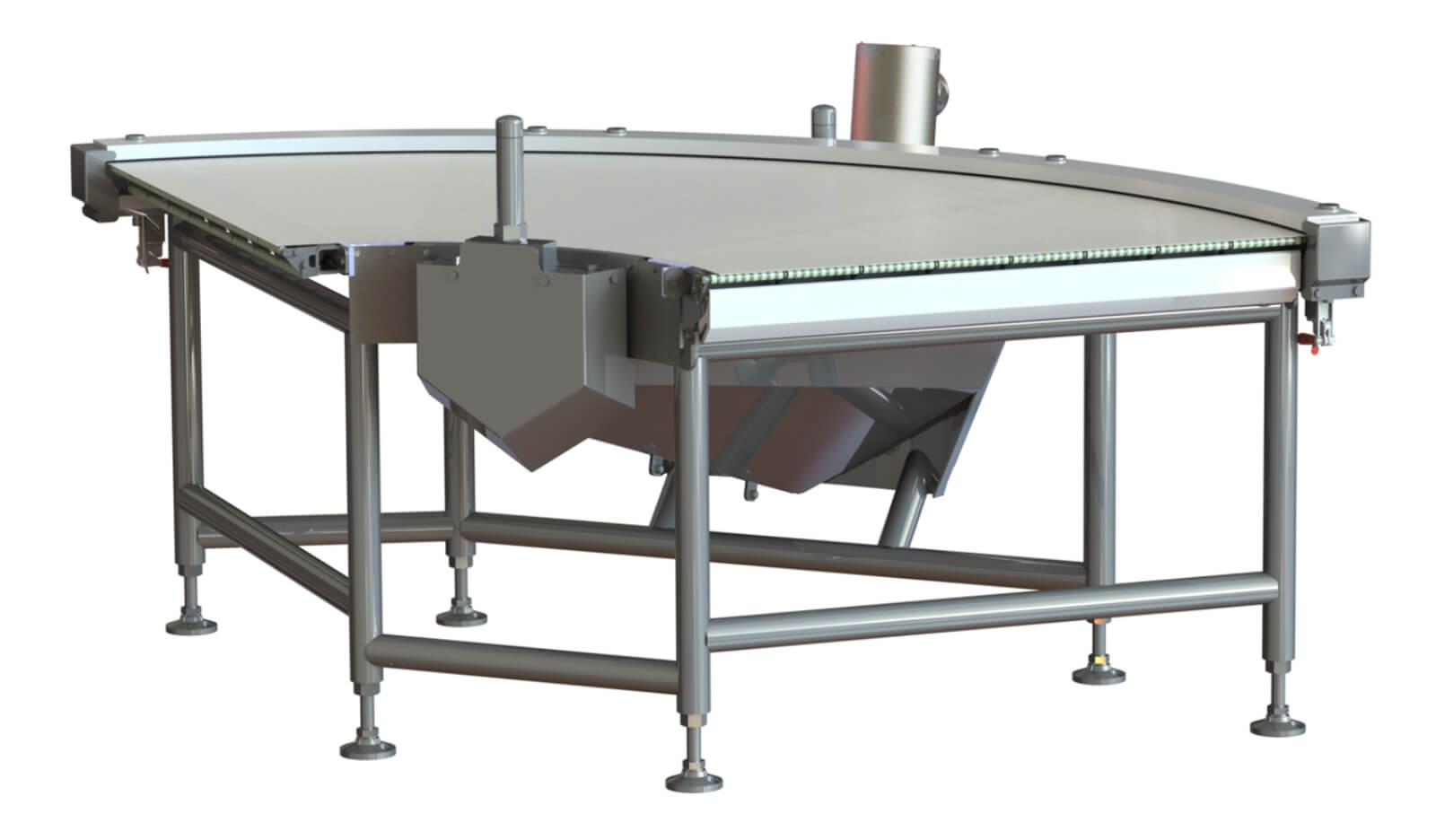
Belt conveyors have been the industry standard for decades. Their biggest advantage is versatility—PFI’s belt conveyors can be configured in horizontal, incline, trough, or curved layouts, and integrated seamlessly with other equipment.
KEY BENEFITS OF BELT CONVEYORS:
- Gentle product handling – Smooth belt surfaces and tight transfers prevent breakage or product degradation.
- Flexible configurations – Horizontal, incline, and curved designs adapt to nearly any plant layout.
- Lower initial investment – The initial price tag of belt conveyors tends to be lower than newer technology solutions.
- Sanitary construction – Open-frame, stainless steel designs and options, such as belt scrapers and CIP systems, allow for faster cleaning and changeovers compared to past models.
IDEAL INDUSTRIES & PRODUCTS FOR BELT CONVEYORS:
- Bakery
- Candy & Confectionery
- Cereal
- Dairy
- Frozen Food
- Fruits & Vegetables
- Meat
- Nuts
- Pasta
- Pet Food
- Ready-to-Eat (RTE) Foods
- Snack Food
VIBRATORY CONVEYORS: FAST, GENTLE & LOW-MAINTENANCE
 Vibratory conveyors use controlled vibration to move food products efficiently and gently along a smooth pan surface. Designed with minimal moving parts and high sanitation standards, they’re ideal for bulk product handling and can perform additional processing functions like metering, feeding, grading, and more while conveying.
Vibratory conveyors use controlled vibration to move food products efficiently and gently along a smooth pan surface. Designed with minimal moving parts and high sanitation standards, they’re ideal for bulk product handling and can perform additional processing functions like metering, feeding, grading, and more while conveying.
Vibratory conveyors are commonly used in many of the same food processing industries listed in the section above for belt conveyors. The key difference is how they are being used, or the specific application(s) for which they are being used, as described below.
WHEN TO CHOOSE A VIBRATORY CONVEYOR:
You need high-volume throughput, product alignment or distribution, and simple sanitation with minimal moving parts.
Vibratory conveyors use controlled vibration to move product forward; they are ideal for applications where precise product flow, spreading, grading, or dewatering is required. They excel at handling unpackaged, bulk food products.
KEY BENEFITS OF VIBRATORY CONVEYORS:
- Gentle yet efficient handling – Reduces product damage, even with fragile items like nuts or frozen fruit.
- Multiple functions in one machine – Convey, feed, screen, dewater, lane, grade, or spread product.
- Low maintenance – Few moving parts mean less downtime and longer life.
- Energy efficiency – Mechanical and electromagnetic drive options to suit your application.
- Easy sanitation – Smooth pans and accessible designs make cleaning quick and thorough.
IDEAL INDUSTRIES & PRODUCTS FOR VIBRATORY CONVEYORS:
- Bakery
- Candy & Confectionery
- Dairy
- Frozen Food
- Fruits & Vegetables
- Meat
- Nuts
- Pasta
- Pet Food
- Snack Food
An example of how these conveyor types are deployed differently within a single industry is, within a bakery, belt conveyors are ideal for transporting raw dough, while vibratory conveyors are ideal for adding sprinkles to treats, pancakes, etc.
SIDE-BY-SIDE COMPARISON
| Feature | Belt Conveyors | Vibratory Conveyors |
| Product Handling | Universal for a wide range of food products, both packaged and unpackaged products | Very gentle. Ideal for bulk product; wet or dry, sticky or abrasive, seasoned or coated |
| Configuration Flexibility | High–horizontal, incline, curved, and trough layouts, a range of widths and lengths, and a choice of belts | High–mechanical or electromagnetic drives, custom pans, a range of widths and lengths |
| Throughput | Moderate to high | High (especially for bulk flow) |
| Applications | Primarily conveying | Conveying + feeding, grading, dewatering, spreading, and more |
| Maintenance | Belts, pulleys, bearings, and more require periodic replacement | Very low–minimal moving parts |
| Sanitation | Sanitary, open-frame designs; belts must be cleaned or changed; more moving parts | Very sanitary; smooth pans are easy to wipe down and clean |
| Best For | Versatile product types and layouts | Bulk handling, distribution, and processing steps |
CHOOSING THE RIGHT CONVEYOR FOR YOUR APPLICATION
The best conveyor for your operation depends on your product, process, and plant layout:
- Choose a belt conveyor when your application strictly requires conveying, when you’re looking for a simple integration (i.e., straight lines, long distances, elevated), or when you need to get around equipment or other obstacles with less construction.
- Choose a vibratory conveyor if you’re moving bulk products, need high throughput, or want to combine conveying with additional processing steps like dewatering or grading.
In many plants, the best solution is a combination of both—belt conveyors for certain line segments, vibratory conveyors for others—to achieve optimal efficiency, product quality, and sanitation.
PFI: YOUR PARTNER FOR SANITARY FOOD CONVEYING
Whether your application calls for belt conveyors, vibratory conveyors, or a custom combination of both, PFI designs and manufactures sanitary conveying systems that keep your product safe and your operation running smoothly.
Contact us today to discuss your application and explore the right conveying solution for your plant, or use the links below to learn more about our conveyors.
Related Resources