




The Risks Of Treating Conveyance As An Afterthought In Food Processing Projects
In many food processing projects, planning begins with the most critical equipment, such as ovens, freezers, fryers, and slicers, then packaging systems.
Meanwhile, conveyance and material handling are typically introduced later in the process, once these major equipment decisions have already been made. This approach used to be practical, but as systems continue to become more automated and interconnected, it’s actually creating unnecessary risk.
In a recent webinar, Building Collaboration Between Suppliers, PFI’s General Manager, Tom Vipond, alongside Brandon White, VP of Sales & Marketing at MULTIVAC, explored the realities of multi-vendor projects, and a consistent theme emerged.
Many of the challenges that surface later in a project, like misalignment, delays, and integration issues, are not execution problems; they’re planning problems. More specifically, they’re the result of treating conveyance as an afterthought rather than a foundational element of system design.
RISKS OF LATE-STAGE CONVEYANCE PLANNING
The challenge with late-stage conveyance planning is that issues rarely appear immediately. They surface later, such as during integration, installation, or startup, when changes are more difficult to make. This is especially true in today’s environment, where food processing systems are becoming more complex.
The global food automation market alone is projected to grow from $16.46 billion in 2025 to $26.46 billion by 2030, driven by increased investment in automation and digital transformation. More specifically, the global food conveyors market is expected to grow at nearly 18% annually through 2033. As systems become more advanced, there is also a growing demand for customized solutions that integrate multiple conveyor types within a single production line.
At the same time, integration challenges with existing production lines remain a major obstacle, particularly when multiple suppliers are involved. What begins as a straightforward equipment layout can quickly become a coordination challenge. While often treated as secondary, material handling plays a central role in how a system performs. Conveyors connect every stage of production, from processing to packaging to distribution, supporting the entire production lifecycle. They influence factors such as:
- Product flow between processes
- Throughput and line efficiency
- Product handling and integrity
- Sanitation and compliance requirements
When conveyance is treated as an afterthought, the consequences are rarely immediate, but they are predictable. The result is a set of issues that surface later in the project, affecting how systems connect, how decisions are made, and how the line ultimately performs. These risks include:
- Misalignment Across Suppliers: When conveyance is introduced late, each supplier is often designing in isolation. This creates gaps at the points where systems must connect: mechanically, operationally, and logistically. Without early alignment, integration is reactive rather than coordinated.
- Increased Complexity in Multi-Vendor Projects: When conveyance is introduced late, multi-vendor projects often face fragmented decisions and extra coordination demands. This can slow project progress and create inefficiencies.
- Missed Opportunities for Integrated Value-Added Applications: When conveyance planning happens late, teams often default to adding standalone equipment for functions that could have been built directly into the conveyor system. Early collaboration allows value-added applications, such as inspection, seasoning, cooling, alignment, or product distribution, to be integrated directly into the material handling design. Delayed involvement limits these opportunities, increasing footprint, complexity, and coordination requirements across vendors.
WHAT THIS MISTAKE LOOKS LIKE IN THE FOOD PROCESSING INDUSTRY
Consider a multi-vendor protein line where primary equipment (such as slicers, portioning systems, and packaging) has already been selected and laid out. Conveyance is brought in later to connect the system.
 At that point, it becomes clear that elevation changes between machines weren’t fully accounted for, product accumulation wasn’t designed into the flow to buffer downtime, and transfer points between suppliers don’t align in height or orientation.
At that point, it becomes clear that elevation changes between machines weren’t fully accounted for, product accumulation wasn’t designed into the flow to buffer downtime, and transfer points between suppliers don’t align in height or orientation.
As a result, conveyors need to be reconfigured to fit within the remaining space, often requiring tighter layouts or additional supports. Additional guarding is required to meet safety standards, and transitions between systems are modified to prevent product damage or loss at transfer points. Each adjustment introduces new variables, impacting timing, layout, and coordination across suppliers.
What began as a finalized design became a series of reactive changes. Installation timelines tighten, integration becomes more complex, and startup is spent resolving bottlenecks, misfeeds, and flow inconsistencies that could have been addressed earlier. The result is a set of issues that surface later in the project, affecting how systems connect, how decisions are made, and how the line ultimately performs.
Fortunately, there’s a shift in how leading teams approach conveyance, one that addresses these risks at their source.
RETHINKING CONVEYANCE WITH A SHIFT FROM COMPONENT TO STRATEGY
The most effective projects begin with a different mindset. Instead of treating conveyors as components to be added later, leading teams involve material handling early in system planning as a foundational design input. This positions conveyance as a driver of product flow, operational efficiency, and performance, rather than a downstream connection point.
Early conveyor involvement shapes system architecture, informs equipment layout, defines integration points, and guides spatial planning. When material handling expertise is included from the start, teams experience smoother integration and better alignment across equipment partners.
As a result, projects experience fewer late-stage adjustments, less rework during startup, and greater predictability, with product flow, throughput, and efficiency considered where they have the greatest impact rather than corrected under pressure.
A STRONGER FOUNDATION FOR FOOD PROCESSING PROJECTS
Treating conveyance as a strategic element early in the process helps create a stronger foundation for the entire system. For organizations planning multi-vendor projects, this shift can reduce friction, improve coordination, and ultimately lead to better outcomes. Because success isn’t just about selecting the right equipment; it’s about how well everything works together.
Each system is tailored to the application, ensuring optimal product handling while maintaining quality and yield. Through close collaboration with OEMs and engineering partners, PFI helps teams integrate conveyors seamlessly across the line, with sanitary design principles embedded into every solution.
Whether you’re evaluating a new line or navigating an active project, our team can provide perspective to help you move forward with greater clarity and confidence.
 Common configuration elements that influence pricing include:
Common configuration elements that influence pricing include: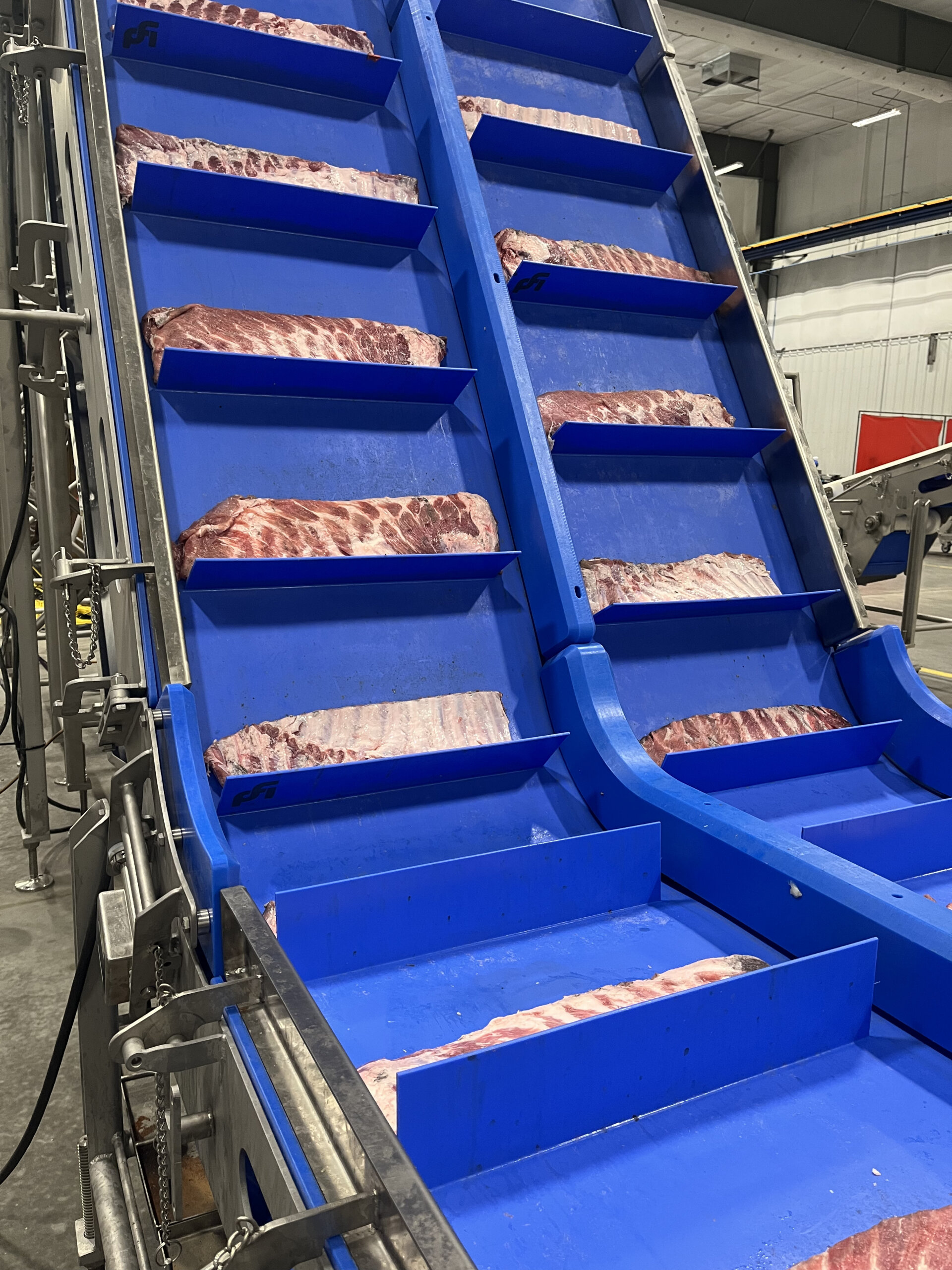 For processors handling
For processors handling 
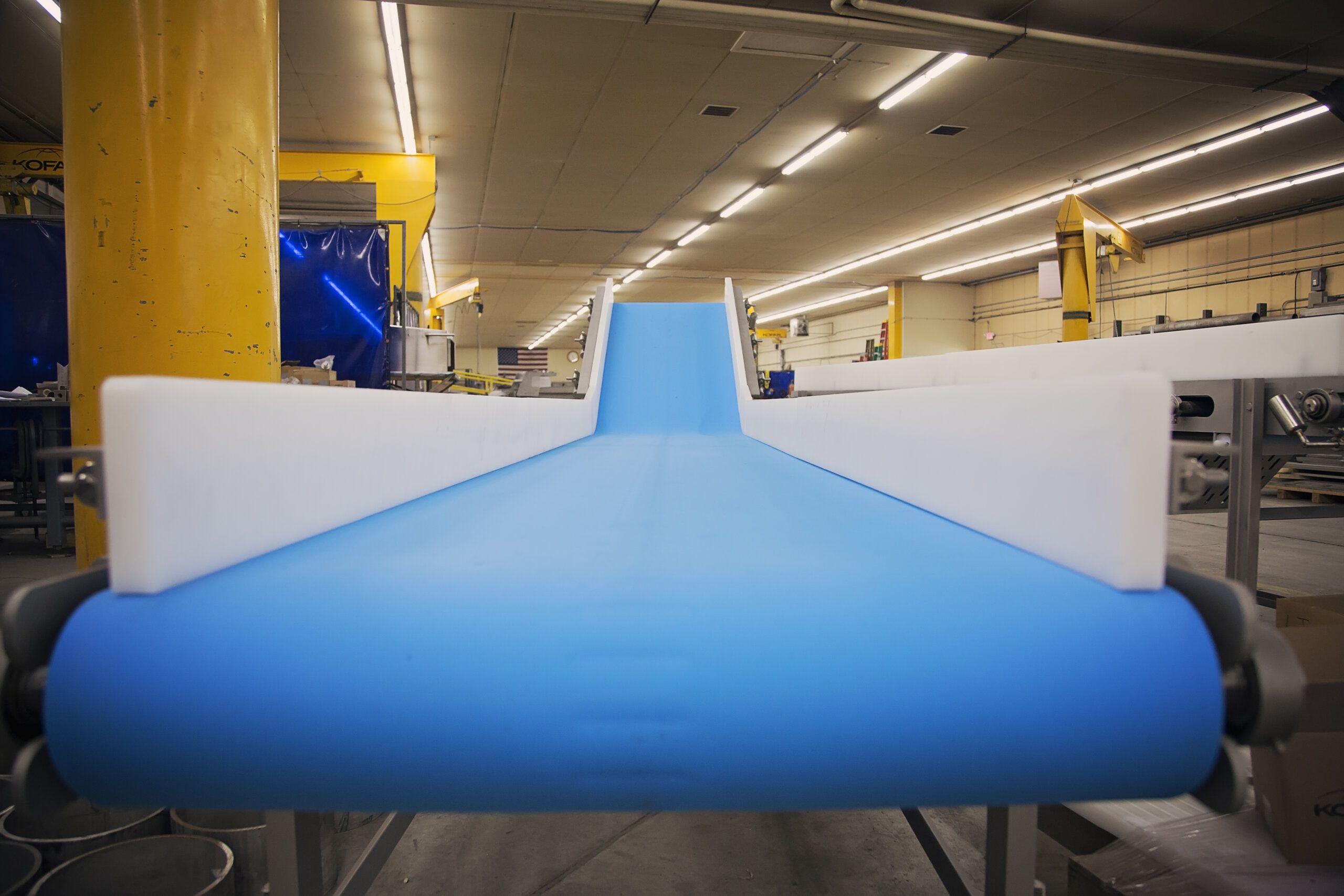
 Most sanitary conveyor belts are offered in blue or white—the industry-preferred colors because they provide high visibility in food processing and are easily detected by vision and X-ray systems. While blue has become the standard, we can supply belts in customer-specified colors when needed. PFI’s team can help match your conveyor with the ideal belt replacement, ensuring both compatibility and performance.
Most sanitary conveyor belts are offered in blue or white—the industry-preferred colors because they provide high visibility in food processing and are easily detected by vision and X-ray systems. While blue has become the standard, we can supply belts in customer-specified colors when needed. PFI’s team can help match your conveyor with the ideal belt replacement, ensuring both compatibility and performance.
 VERTICAL BELT CONVEYORS
VERTICAL BELT CONVEYORS
 BUCKET & INCLINE CONVEYORS: ELEVATING PRODUCT
BUCKET & INCLINE CONVEYORS: ELEVATING PRODUCT
 3. ELEVATING PRODUCTS BETWEEN PROCESSES
3. ELEVATING PRODUCTS BETWEEN PROCESSES
 CONSIDER FLEXIBILITY FOR YOUR PRODUCT MIX
CONSIDER FLEXIBILITY FOR YOUR PRODUCT MIX
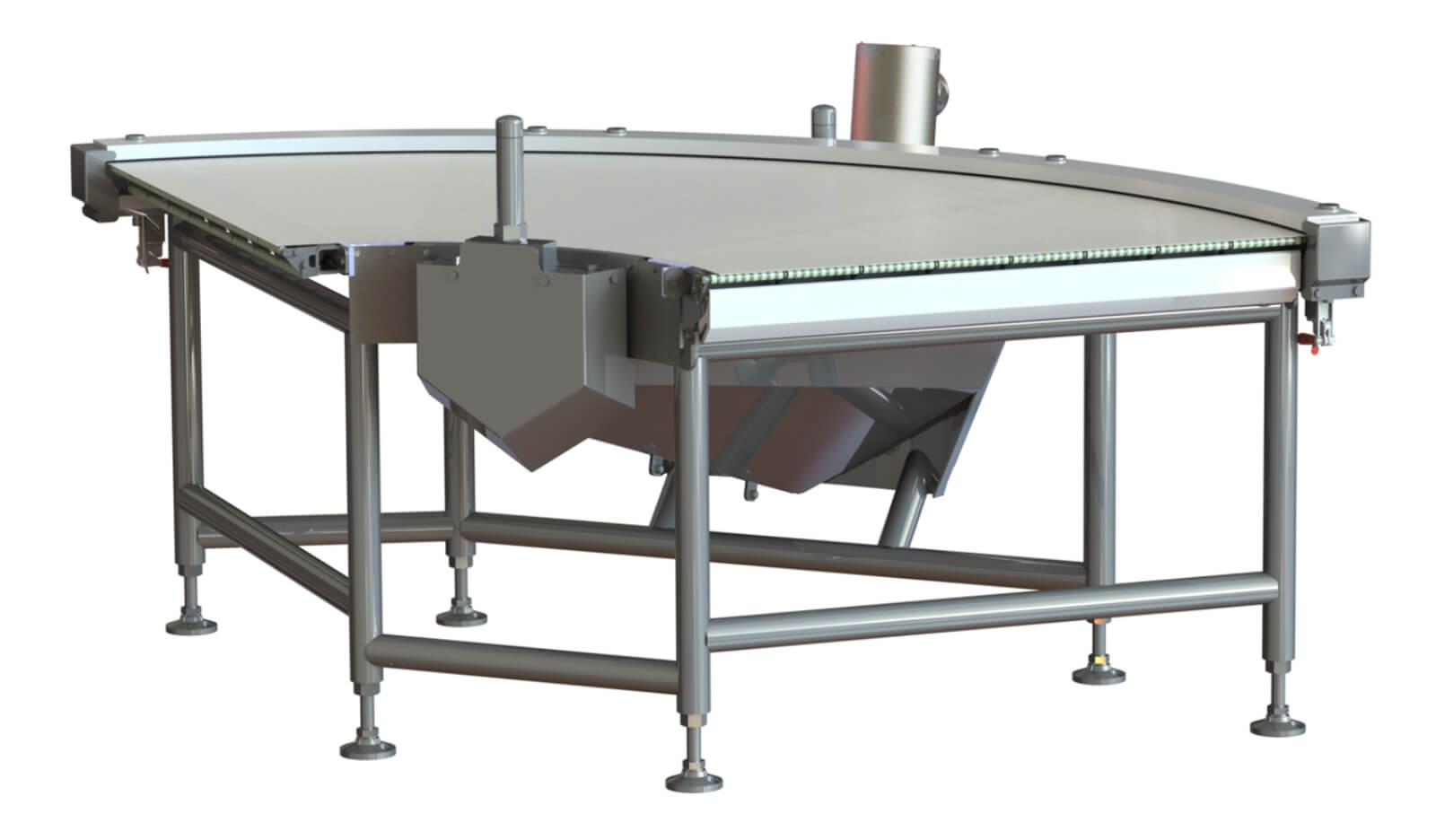 Belt conveyors
Belt conveyors Vibratory conveyors
Vibratory conveyors
